ГОСТ 9650-80. Оси. Технические условия (с Изменениями N 1, 2)
ГОСТ 9650-80
(СТ СЭВ 5959-87)
Группа Г11
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОСИ
Технические условия
Pins. Specifications
ОКП 41 8800
Срок действия с 01.01.82
до 01.01.92*
_______________________________
* Ограничение срока действия снято
Постановлением Госстандарта России от 22.04.92 N 432
(ИУС N 7, 1992 год). - Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛИ
В.Я.Кремянский, канд. техн. наук (руководитель темы), Г.Ф.Сазонова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 10.07.80 N 3560
3. Срок проверки стандарта - 1991 г.
Периодичность проверки - 5 лет
4. Стандарт полностью соответствует СТ СЭВ 5959-87
Стандарт соответствует международным стандартам ИСО 2340-86, ИСО 2341-86.
5. ВЗАМЕН ГОСТ 9650-71
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД
Номер пункта
ГОСТ 9.301-86
2.3
ГОСТ 9.303-87
2.3
ГОСТ 9.306-85
1.2, 2.3
ГОСТ 380-88
1.2, 2.2
ГОСТ 1050-74
1.2, 2.2
ГОСТ 1414-75
2.2
ГОСТ 1759.4-87
4.7
ГОСТ 2789-73
2.8
ГОСТ 4543-71
1.2, 2.2
ГОСТ 5632-72
2.2
ГОСТ 7505-74
2.9
ГОСТ 9012-59
4.5
ГОСТ 9013-59
4.5
ГОСТ 9378-75
4.2
ГОСТ 10702-78
2.2
ГОСТ 11284-75
4.7
ГОСТ 17769-83
3.3
ГОСТ 18160-72
5.1
7. ПЕРЕИЗДАНИЕ (сентябрь 1988 г.) с Изменениями N 1, 2, утвержденными в июне 1983 г., мае 1988 г. (ИУС 10-83, 8-88).
8. Проверен в 1986 г. Срок действия продлен до 01.01.92. (Постановление Государственного комитета СССР по стандартам от 05.09.86 N 2601).
Настоящий стандарт распространяется на оси с наружным диаметром от 3 до 100 мм с отношением длины к диаметру не более 15.
(Измененная редакция, Изм. N 2).
1. ТИПЫ, КОНСТРУКЦИЯ И РАЗМЕРЫ
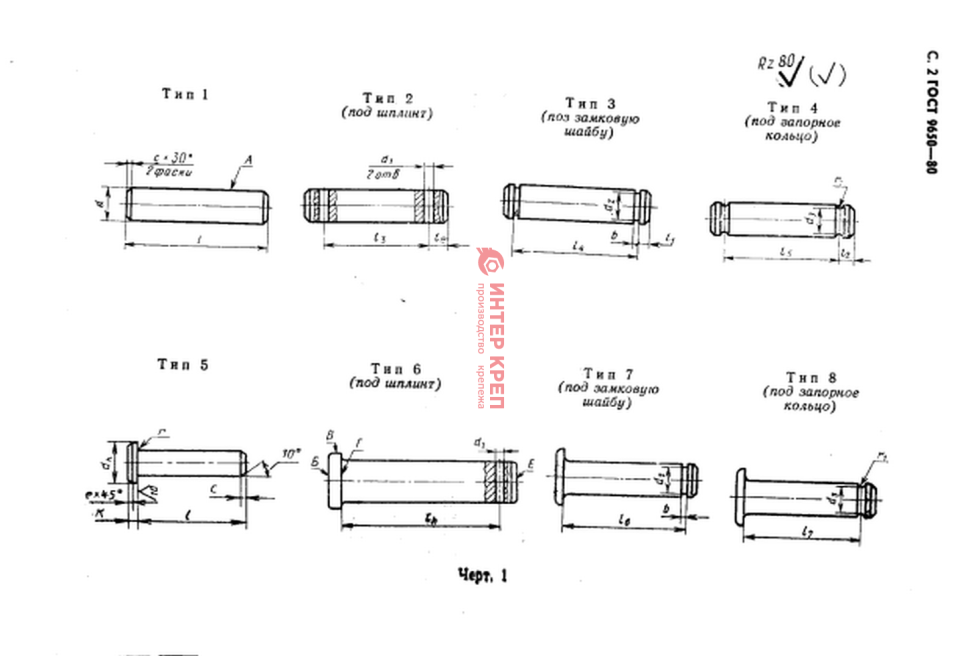
1.1. Типы, конструкция и размеры осей должны соответствовать указанным на черт.1 и в табл.1 и 2.
Примечание. Допускается изготовление осей с углублением на торце или сквозным отверстием, концентричными наружной цилиндрической поверхности.
(Измененная редакция, Изм. N 2).
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Тип 1
Тип 2
(под шплинт)
Тип 3
(под замковую шайбу)
Тип 4
(под запорное кольцо)
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Тип 5
Тип 6
(под шплинт)
Тип 7
(под замковую шайбу)
Тип 8
(под запорное кольцо)
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Черт.1
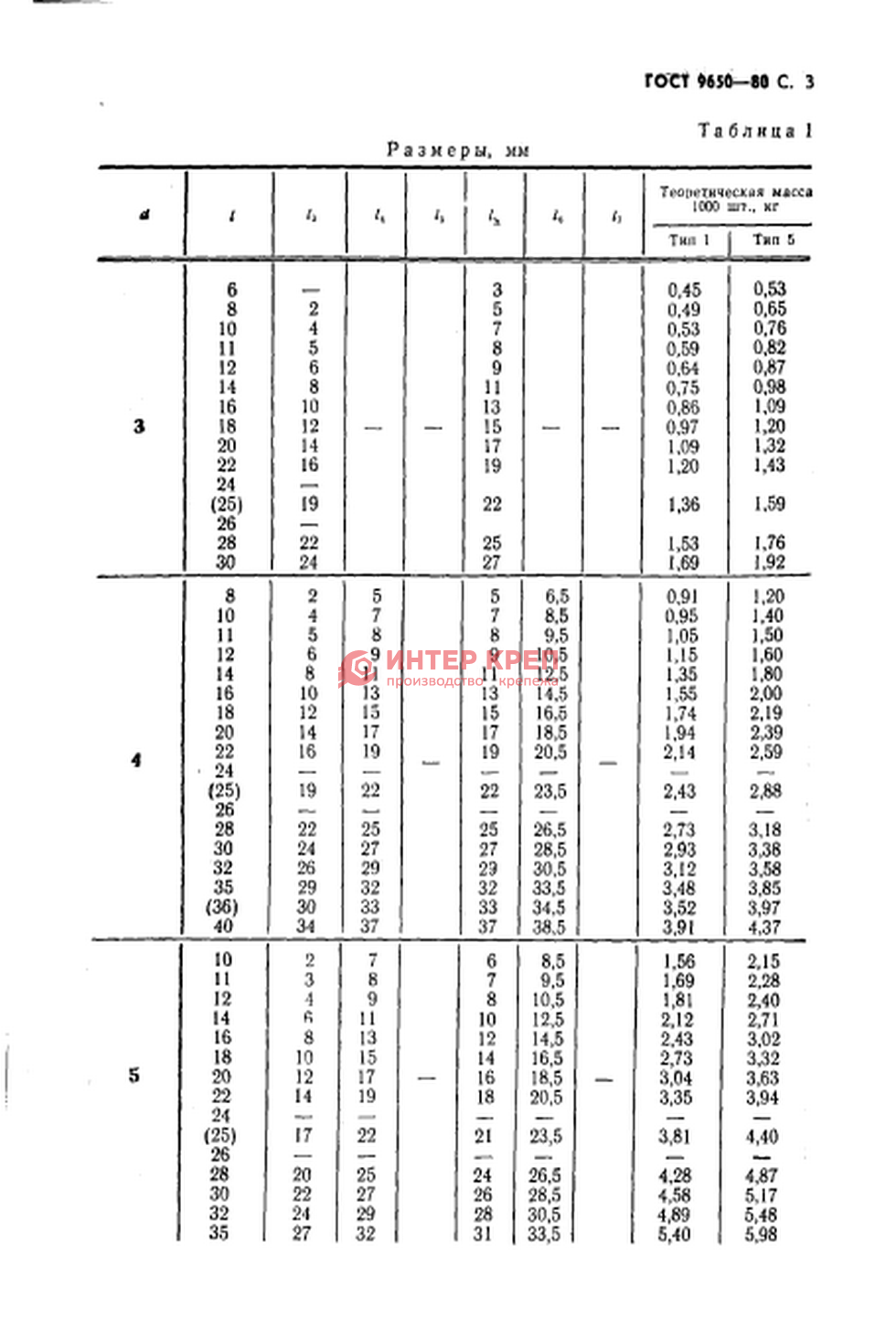
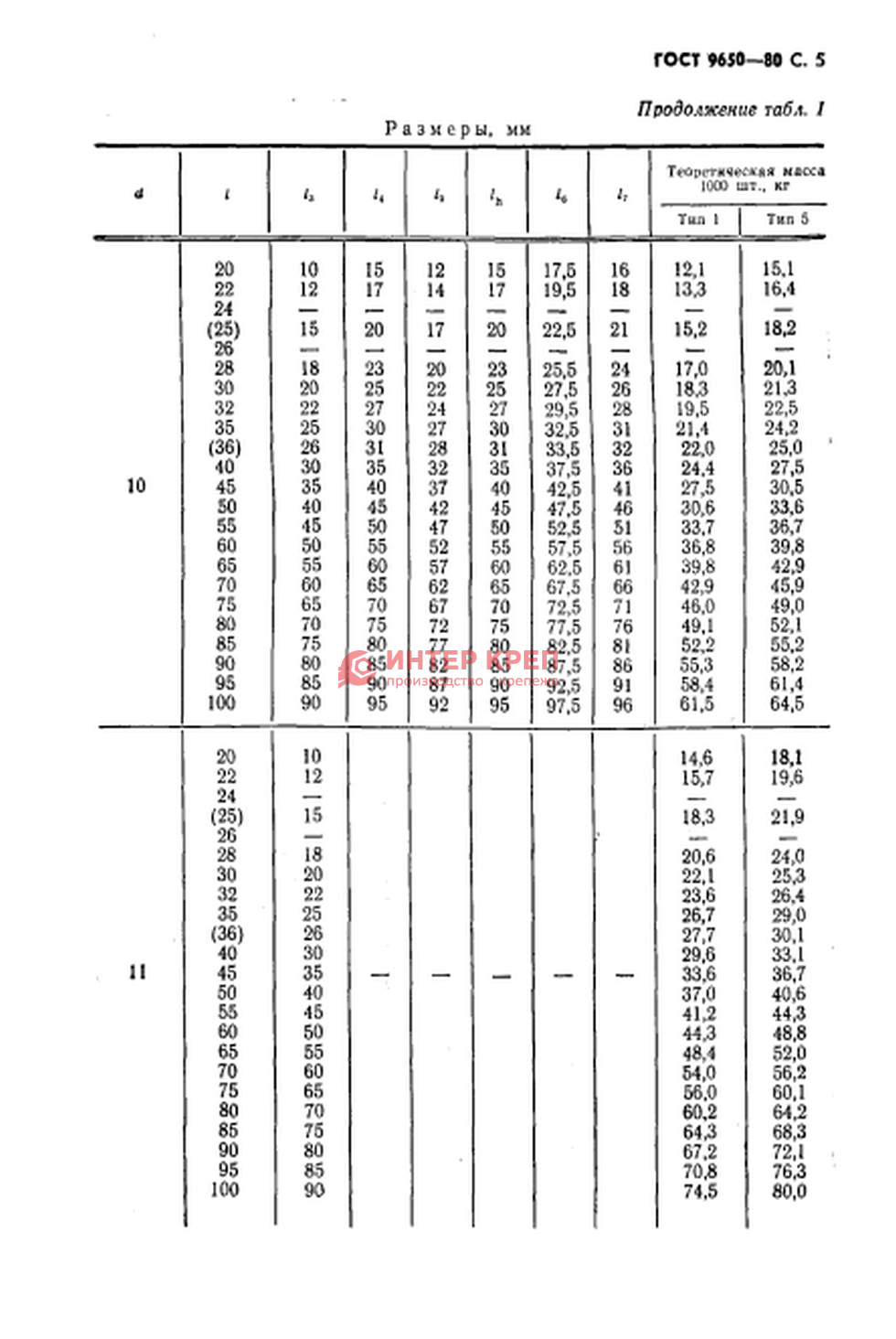
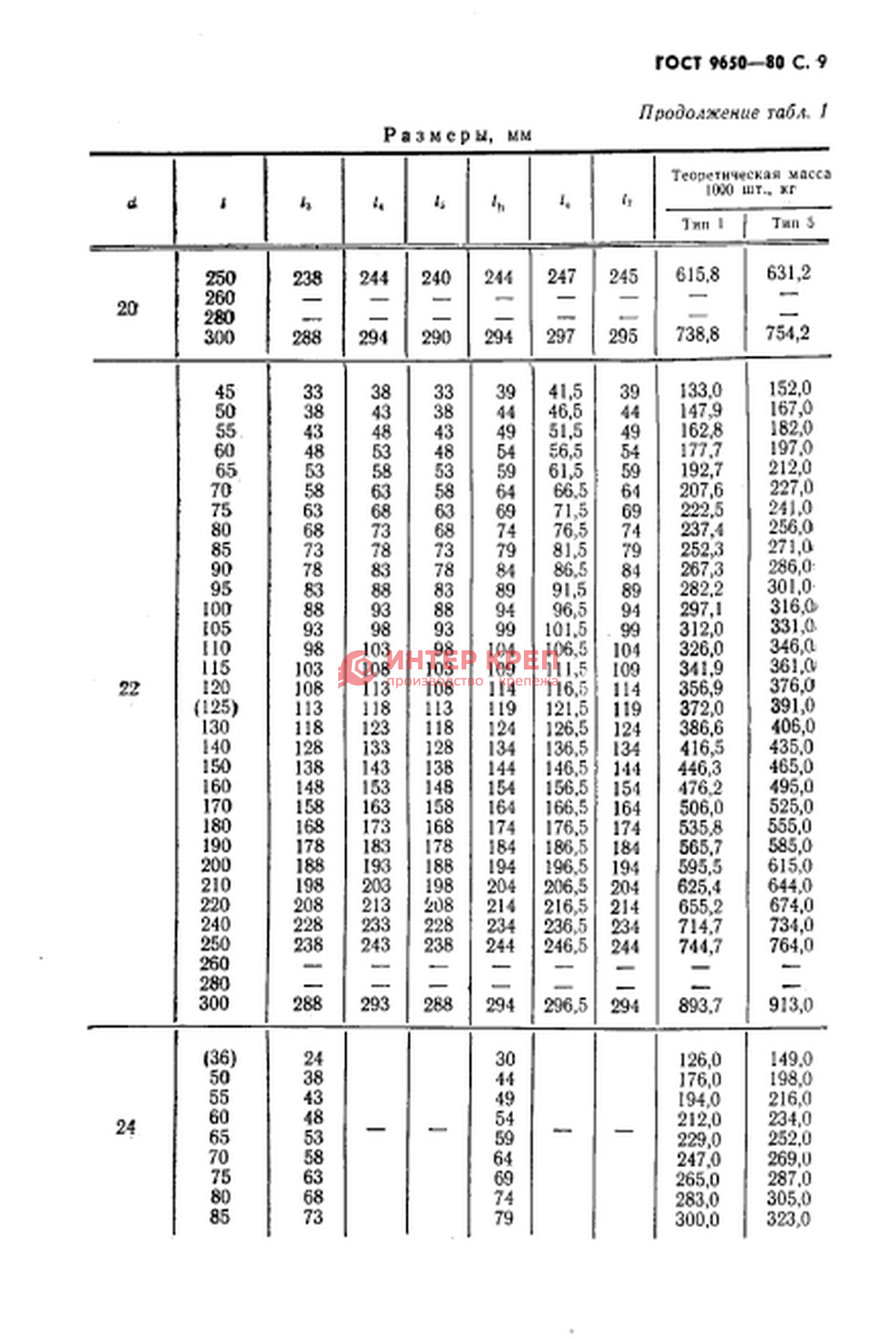
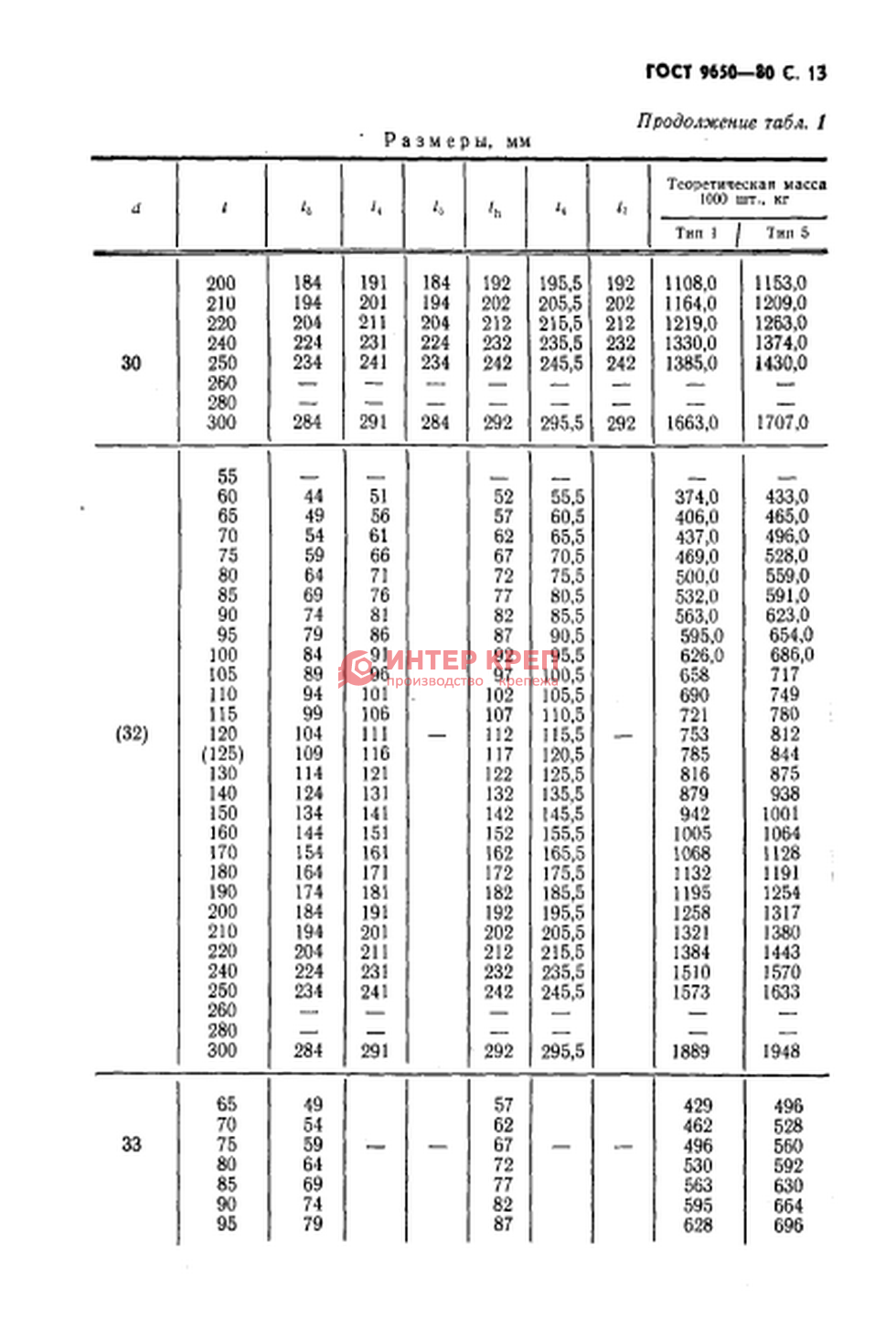
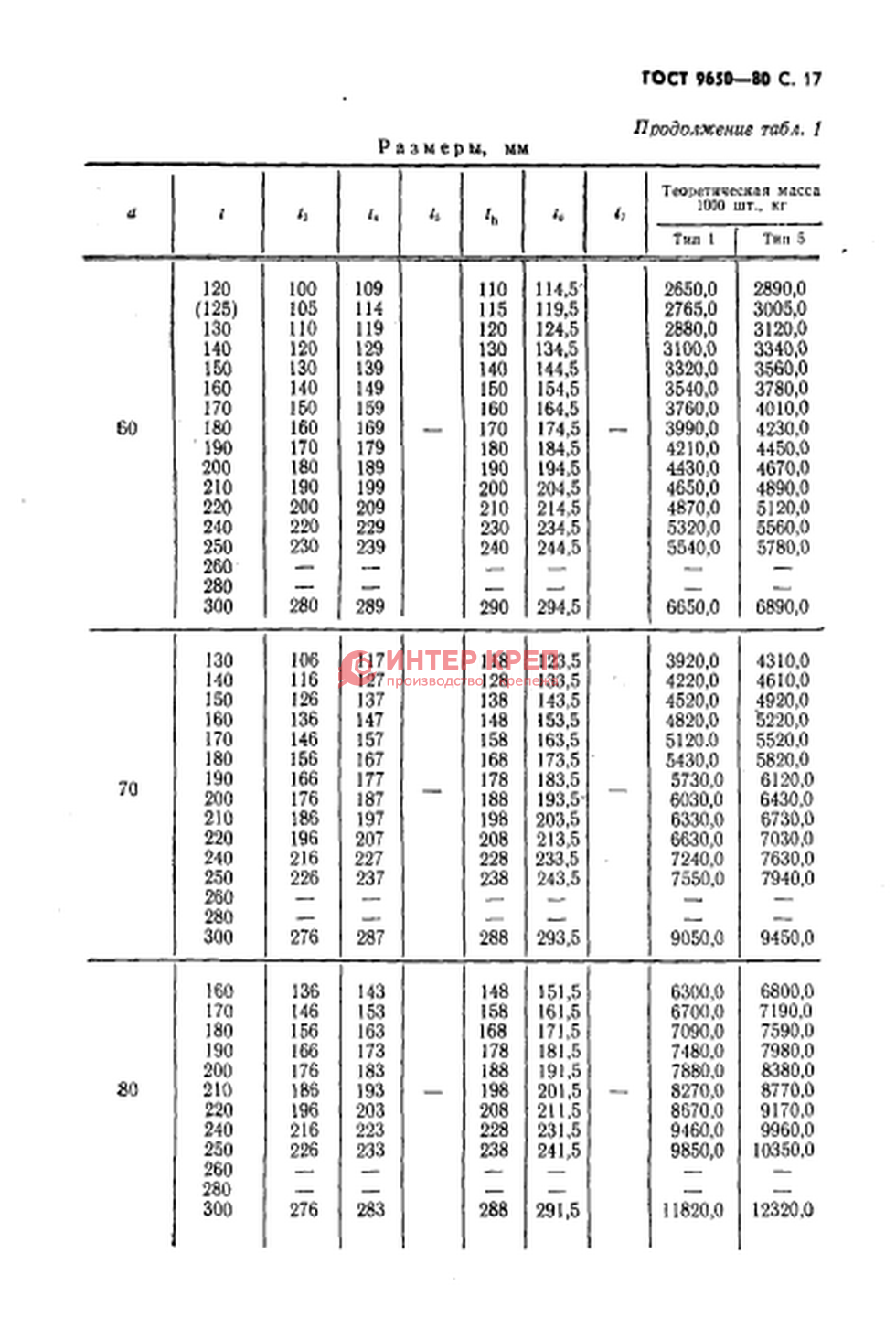
Таблица 1
Размеры, мм
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Теоретическая масса 1000 шт., кг
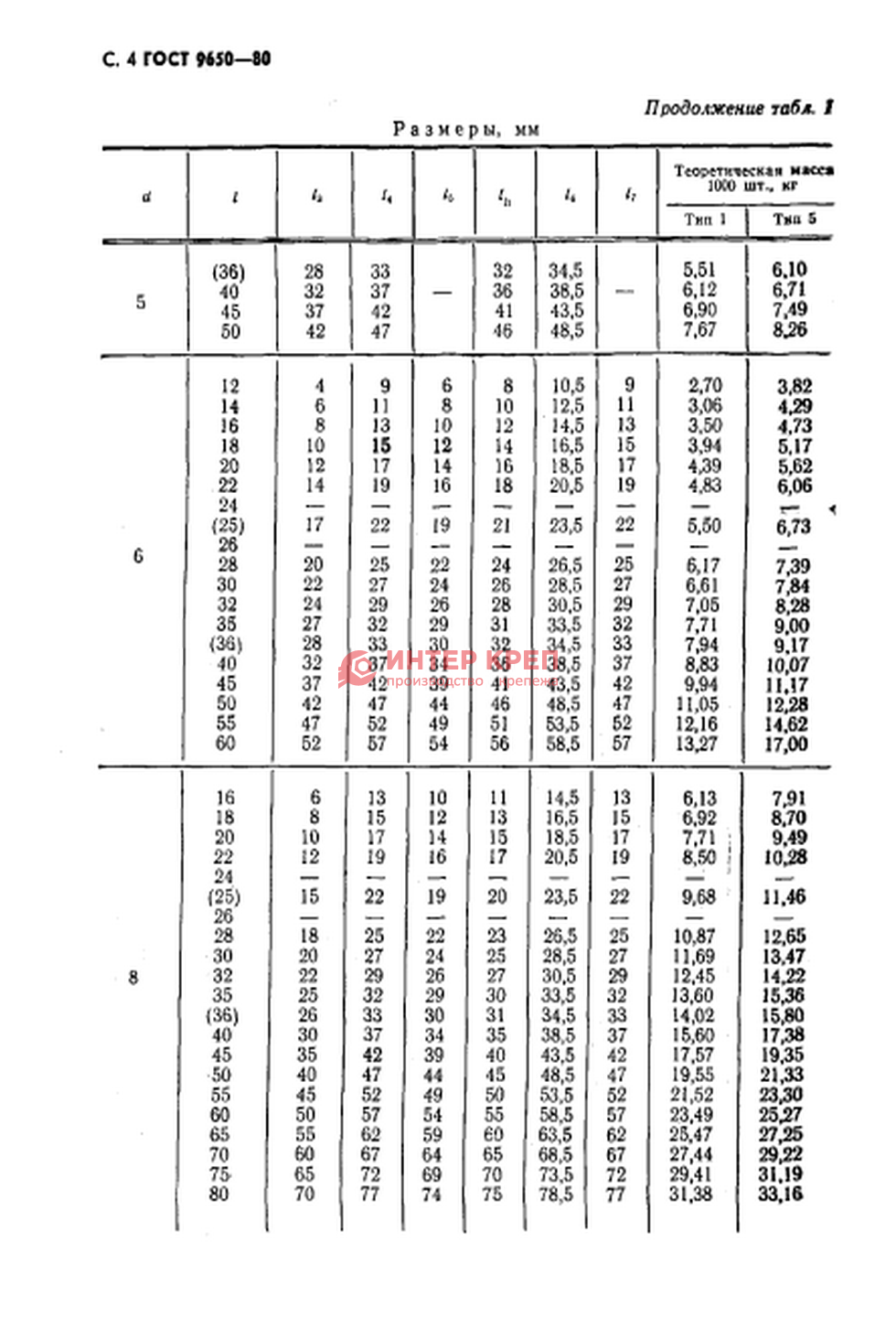
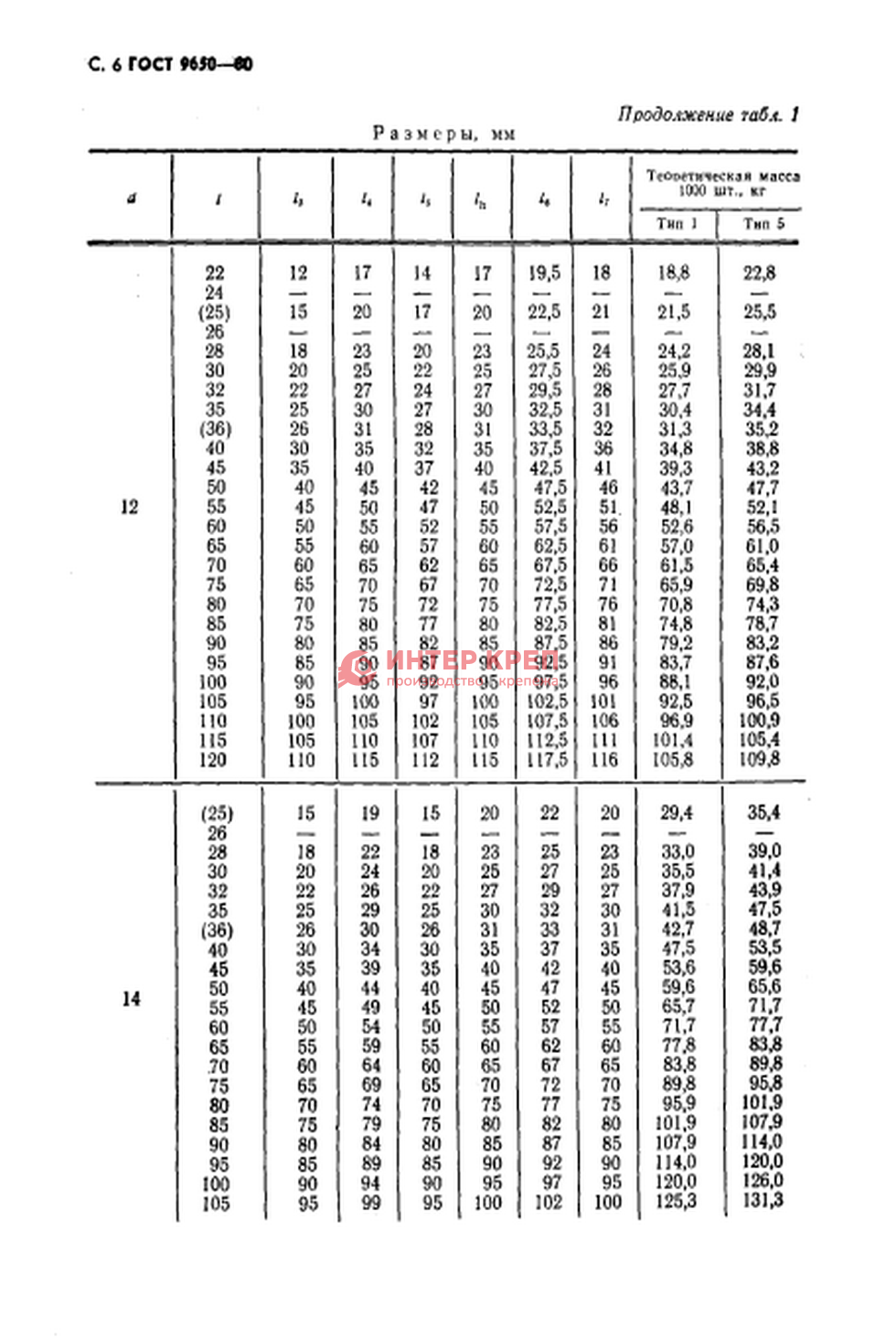
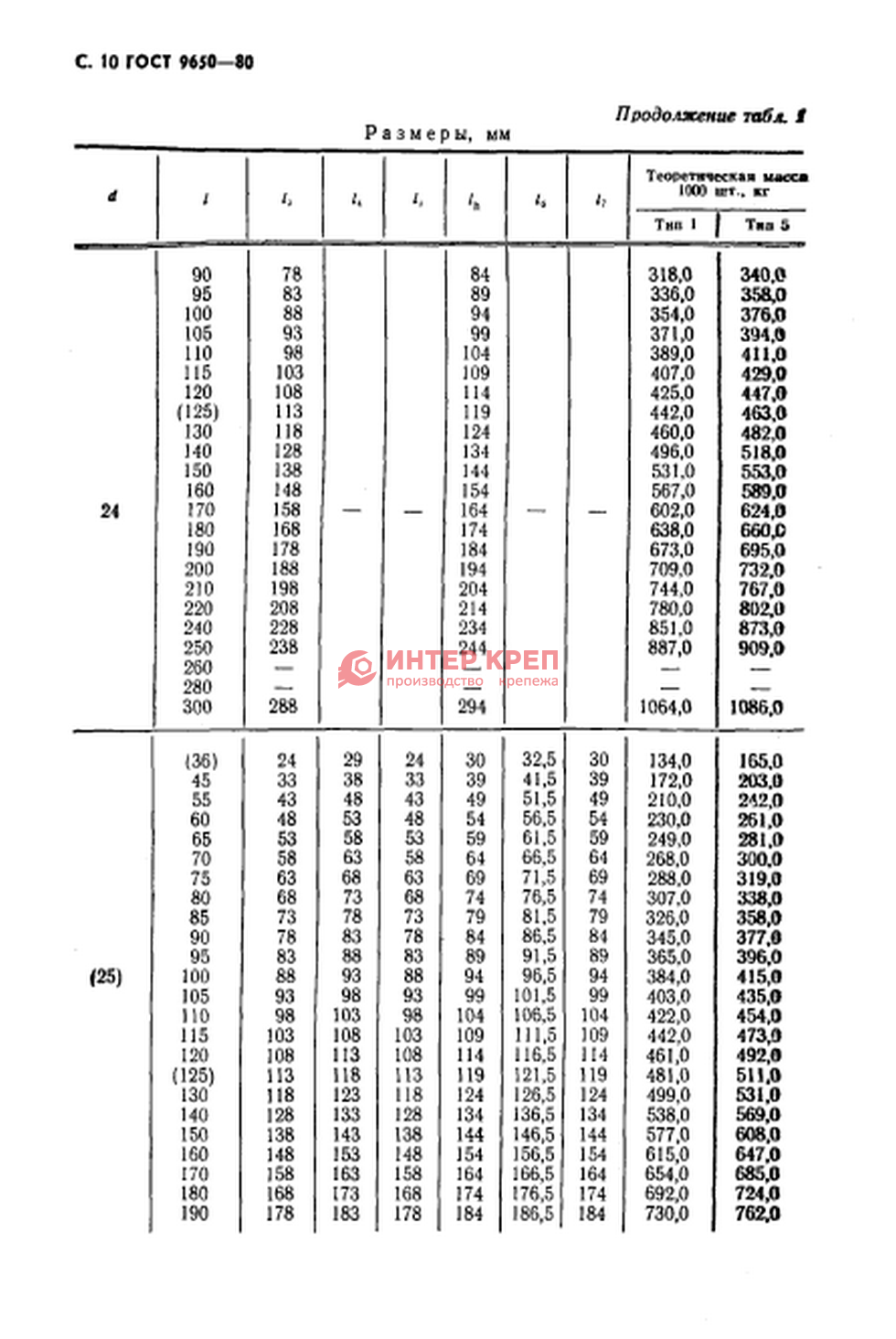
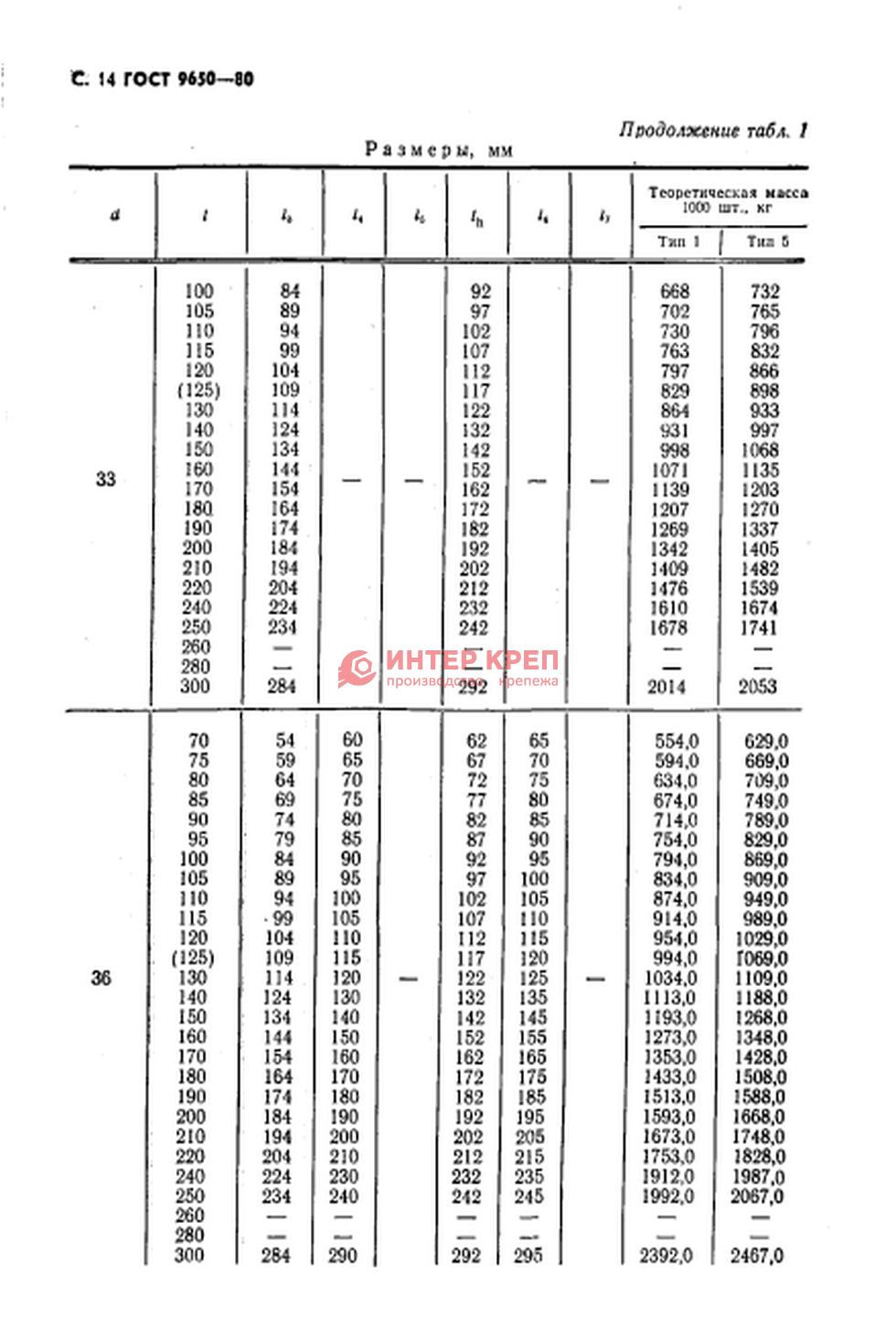
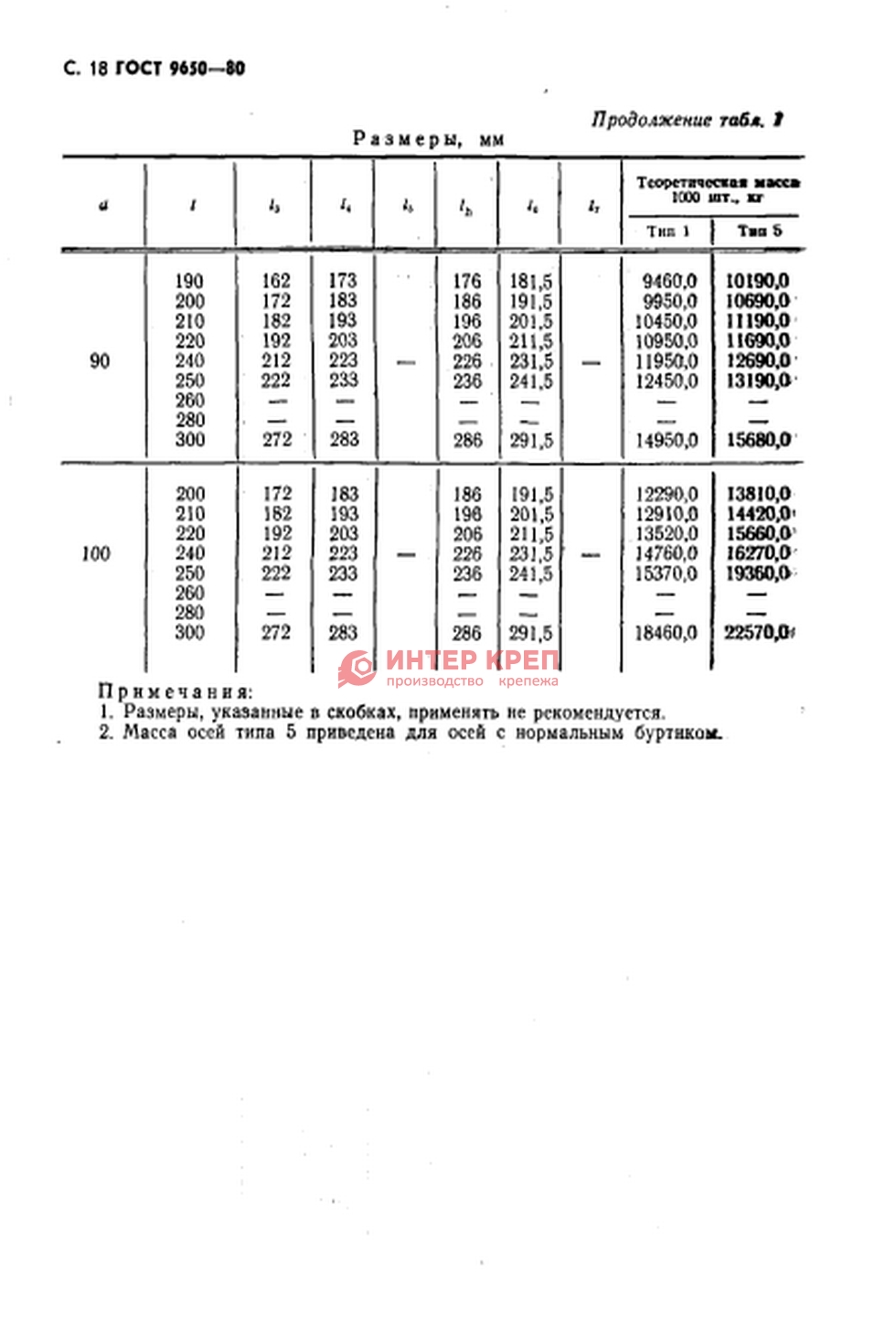
Продолжение табл.1
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Теоретическая масса 1000 шт., кг
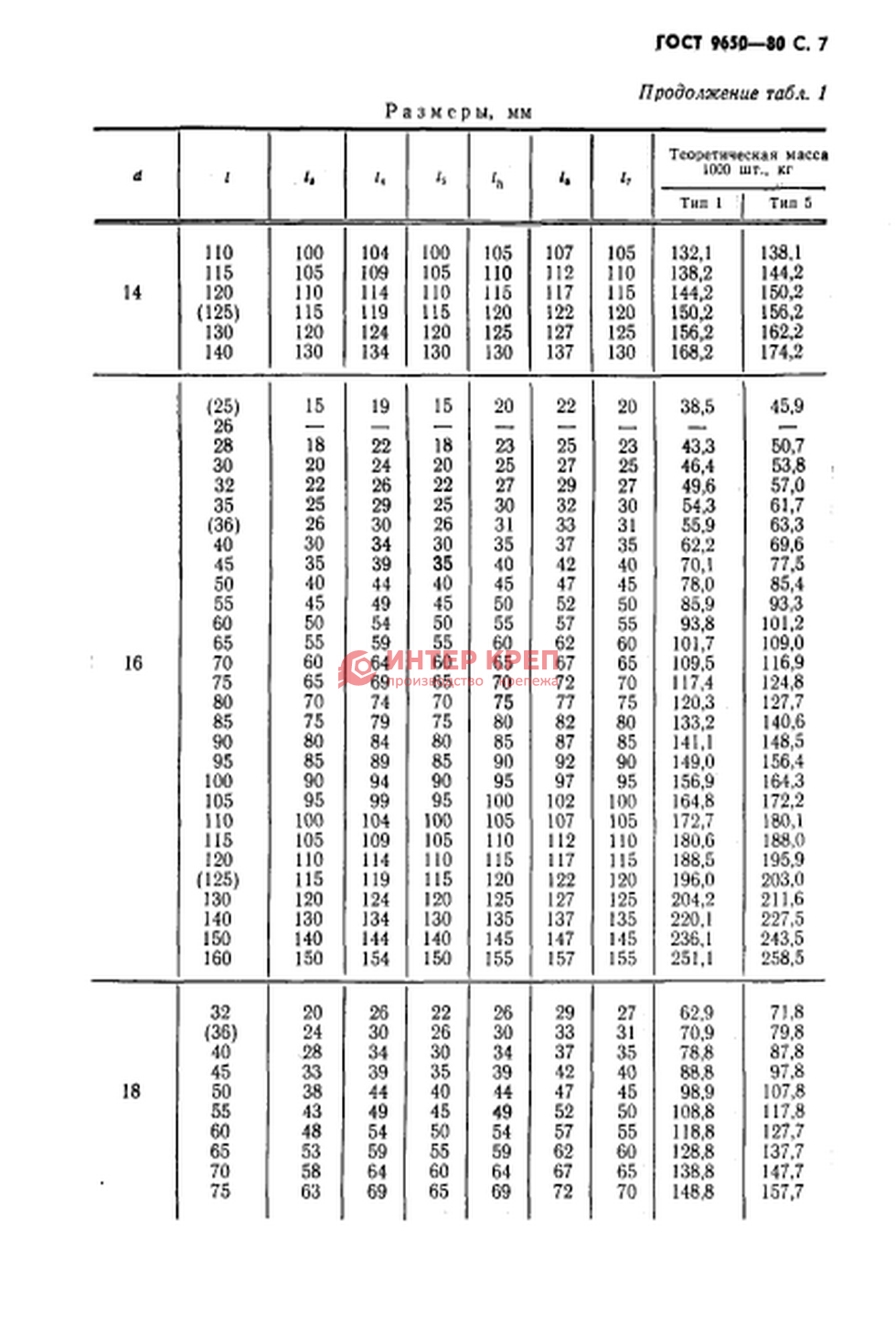
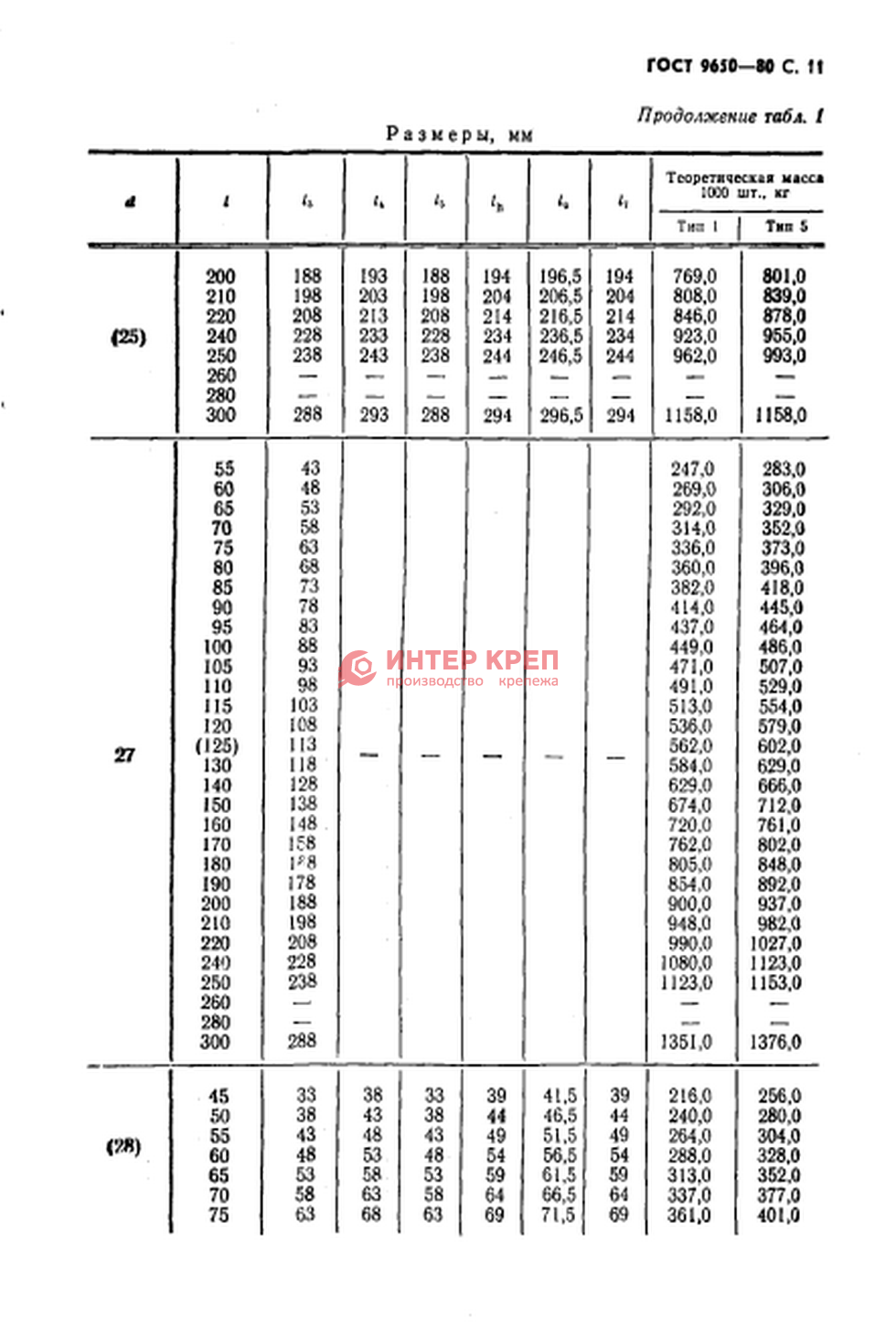
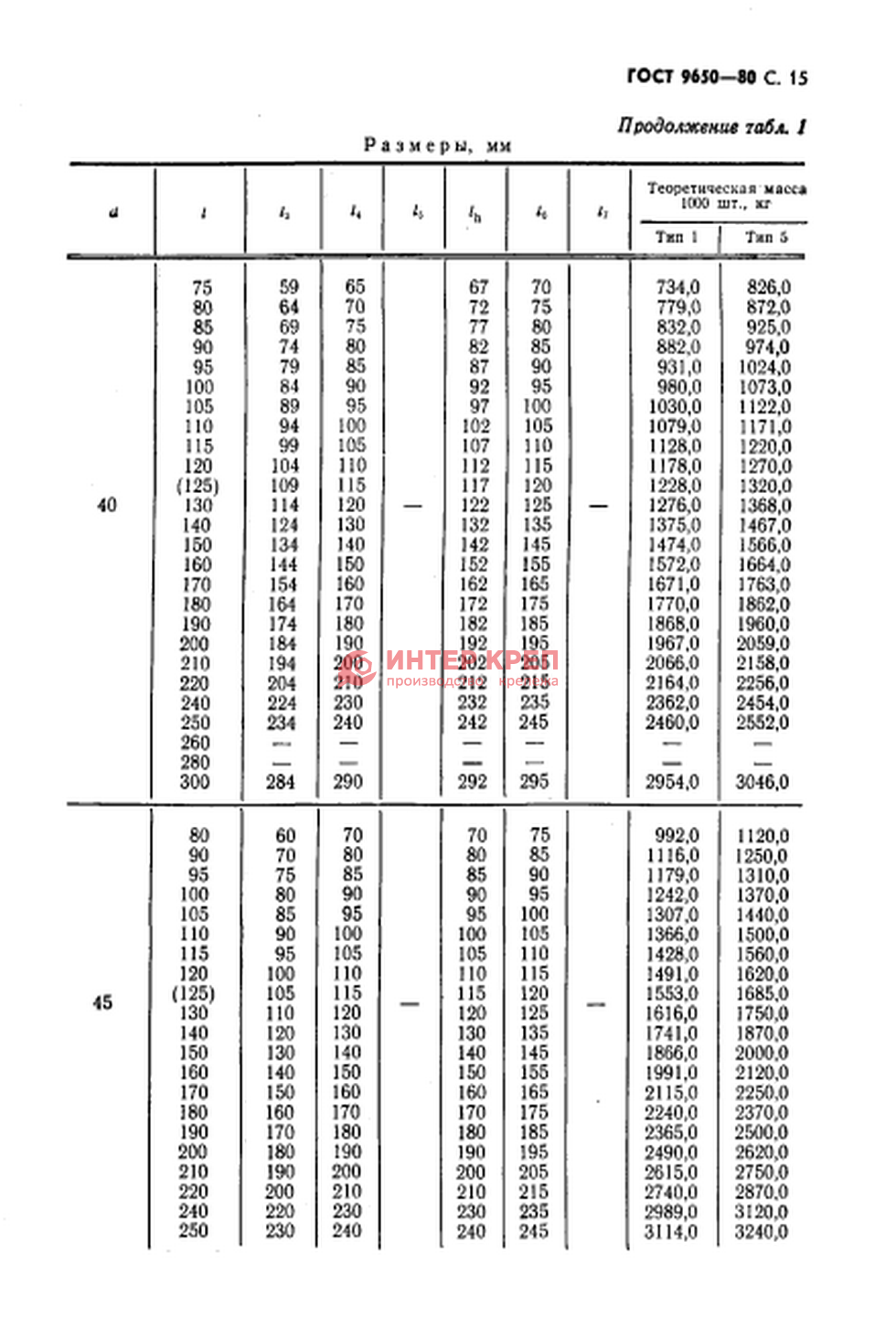
Продолжение табл.1
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Теоретическая масса 1000 шт., кг
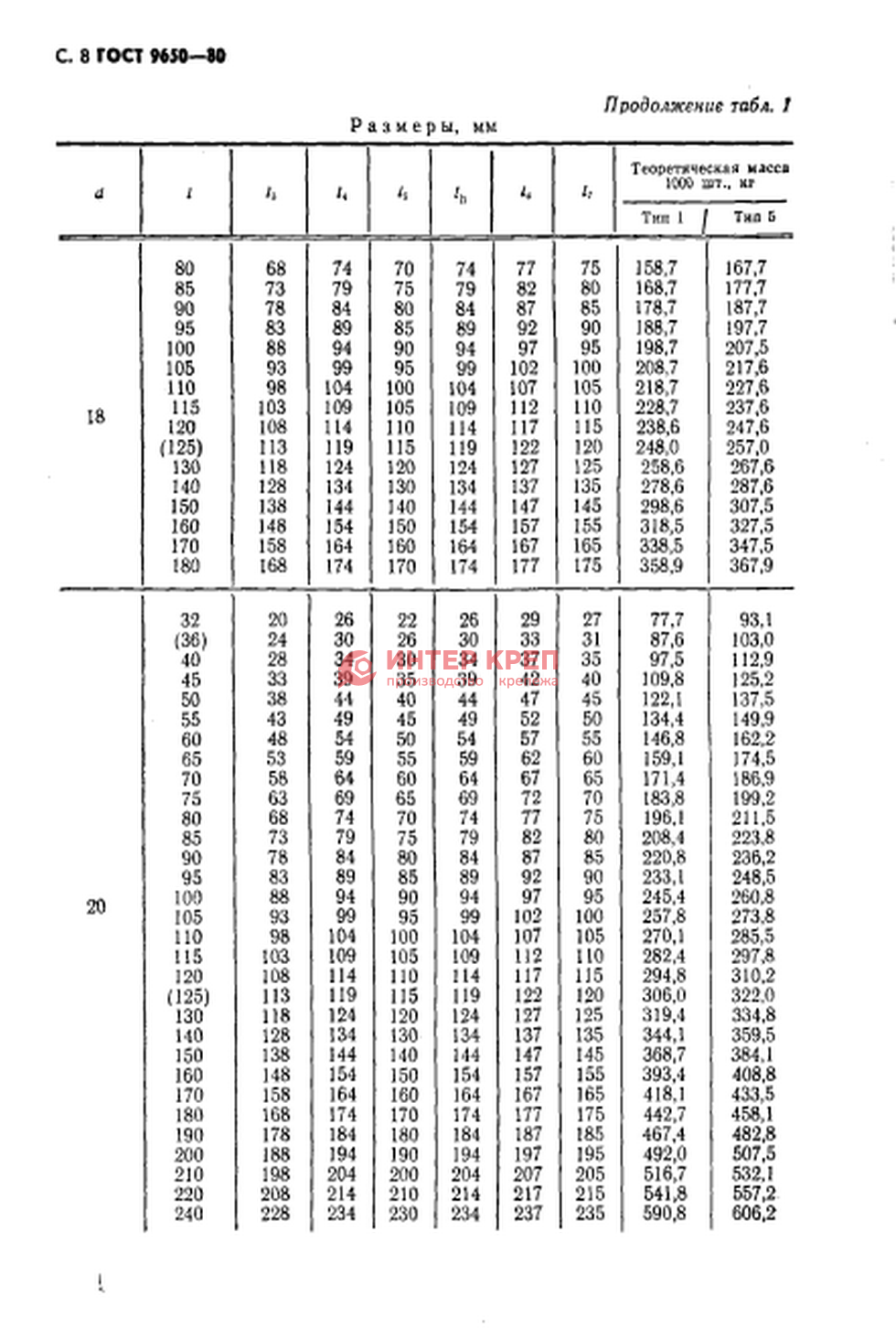
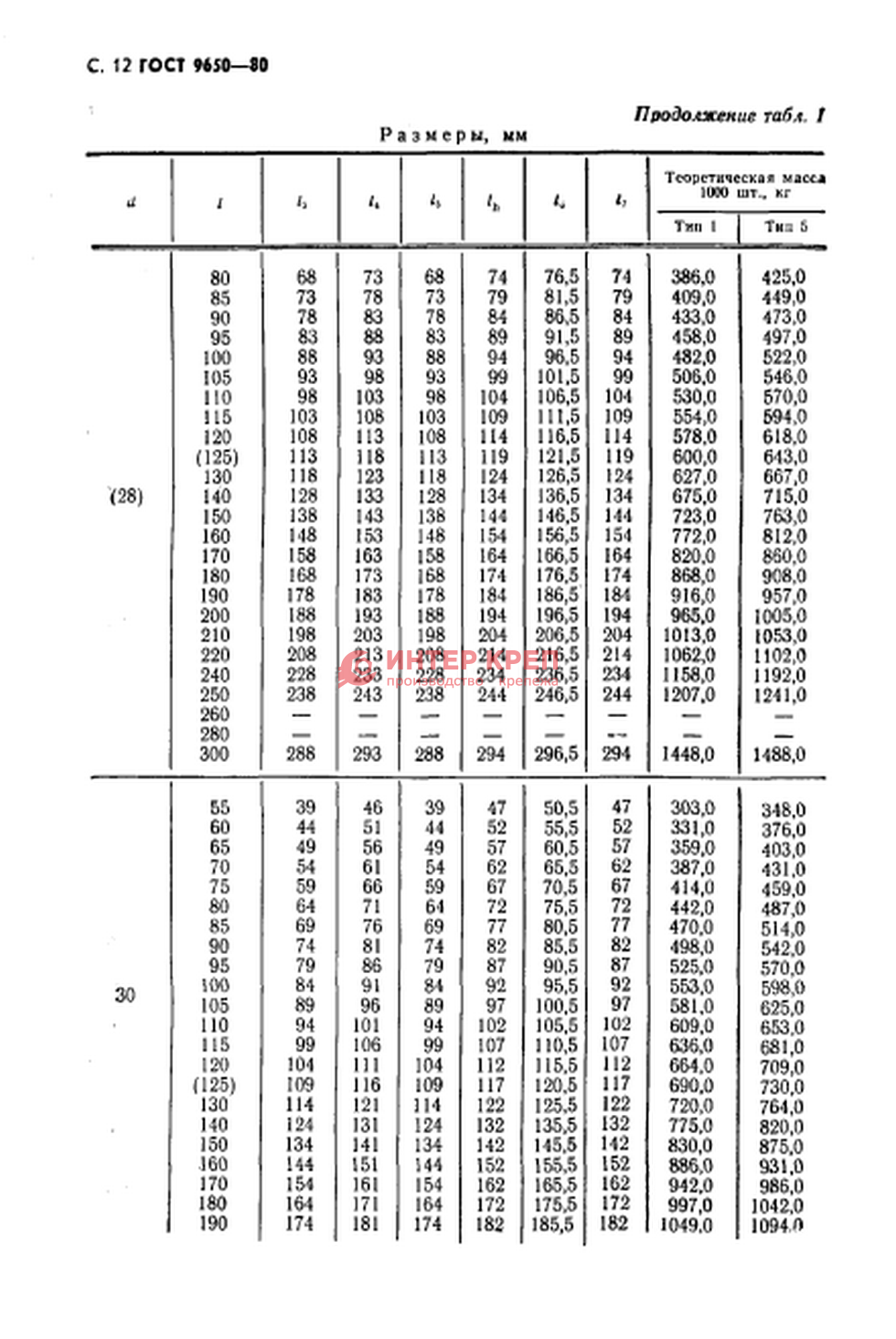
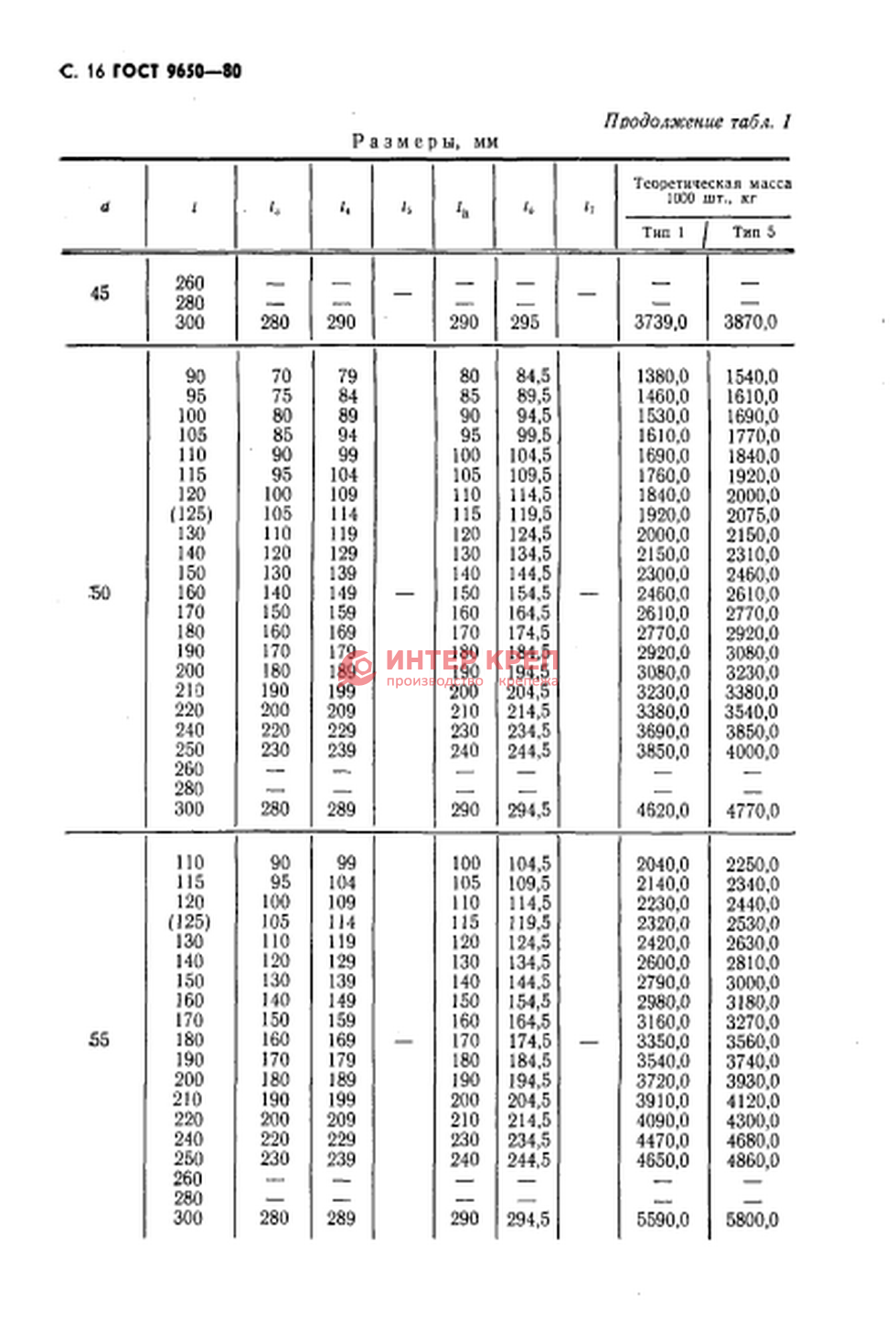
Продолжение табл.1
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Теоретическая масса 1000 шт., кг
Примечания:
1. Размеры, указанные в скобках, применять не рекомендуется.
2. Масса осей типа 5 приведена для осей с нормальным буртиком.
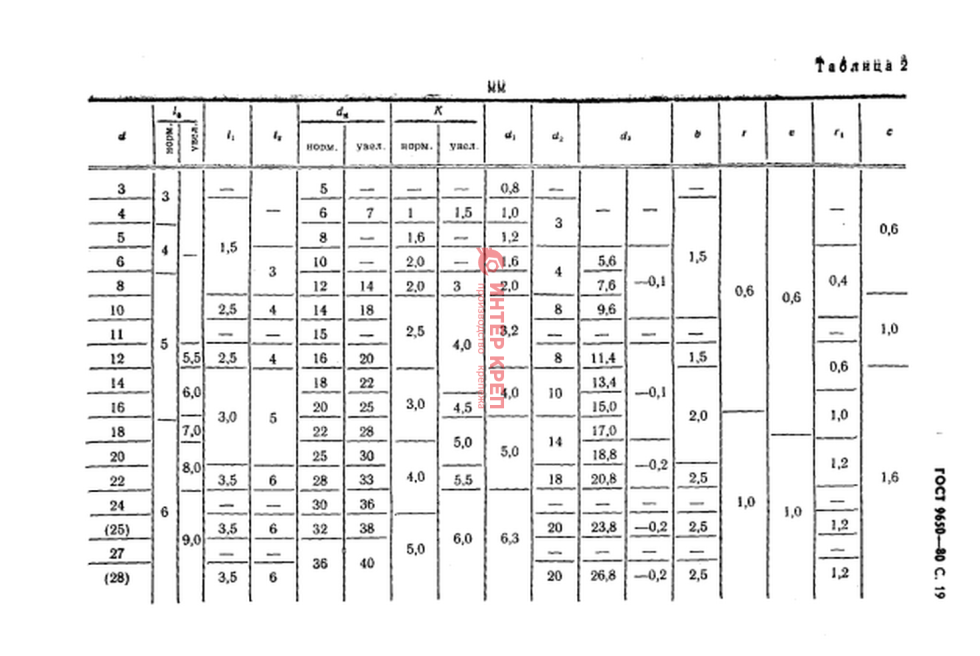
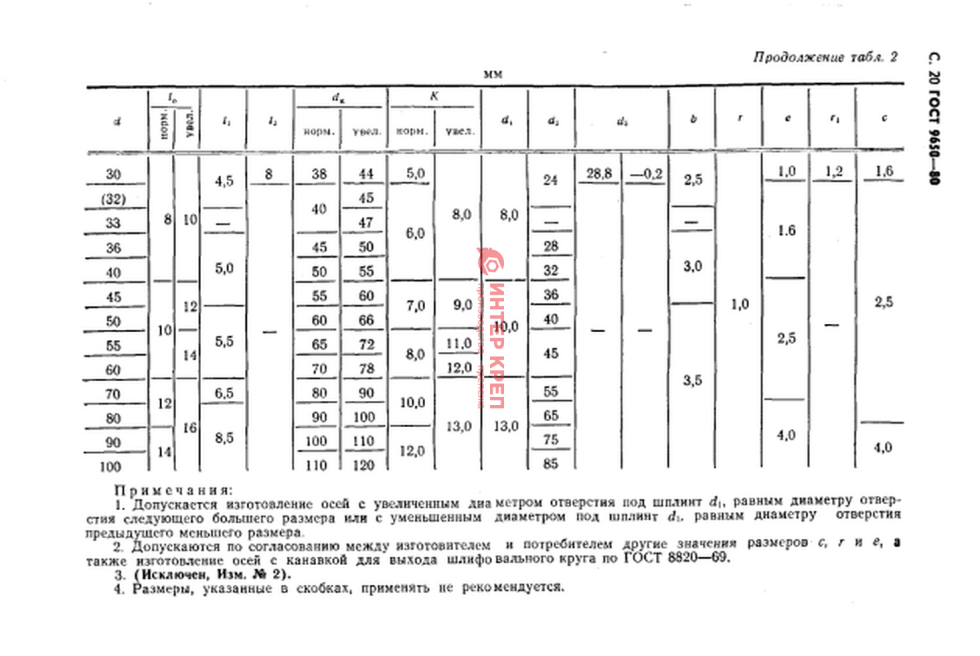
Таблица 2
мм
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
норм.
увел.
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
норм.
увел.
норм.
увел.
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Примечания:
1. Допускается изготовление осей с увеличенным диаметром отверстия под шплинт ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), равным диаметру отверстия следующего большего размера или с уменьшенным диаметром под шплинт ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), равным диаметру отверстия предыдущего меньшего размера.
2. Допускаются по согласованию между изготовителем и потребителем другие значения размеров ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) и ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), а также изготовление осей с канавкой для выхода шлифовального круга по ГОСТ 8820-69.
3. (Исключен, Изм. N 2).
4. Размеры, указанные в скобках, применять не рекомендуется.
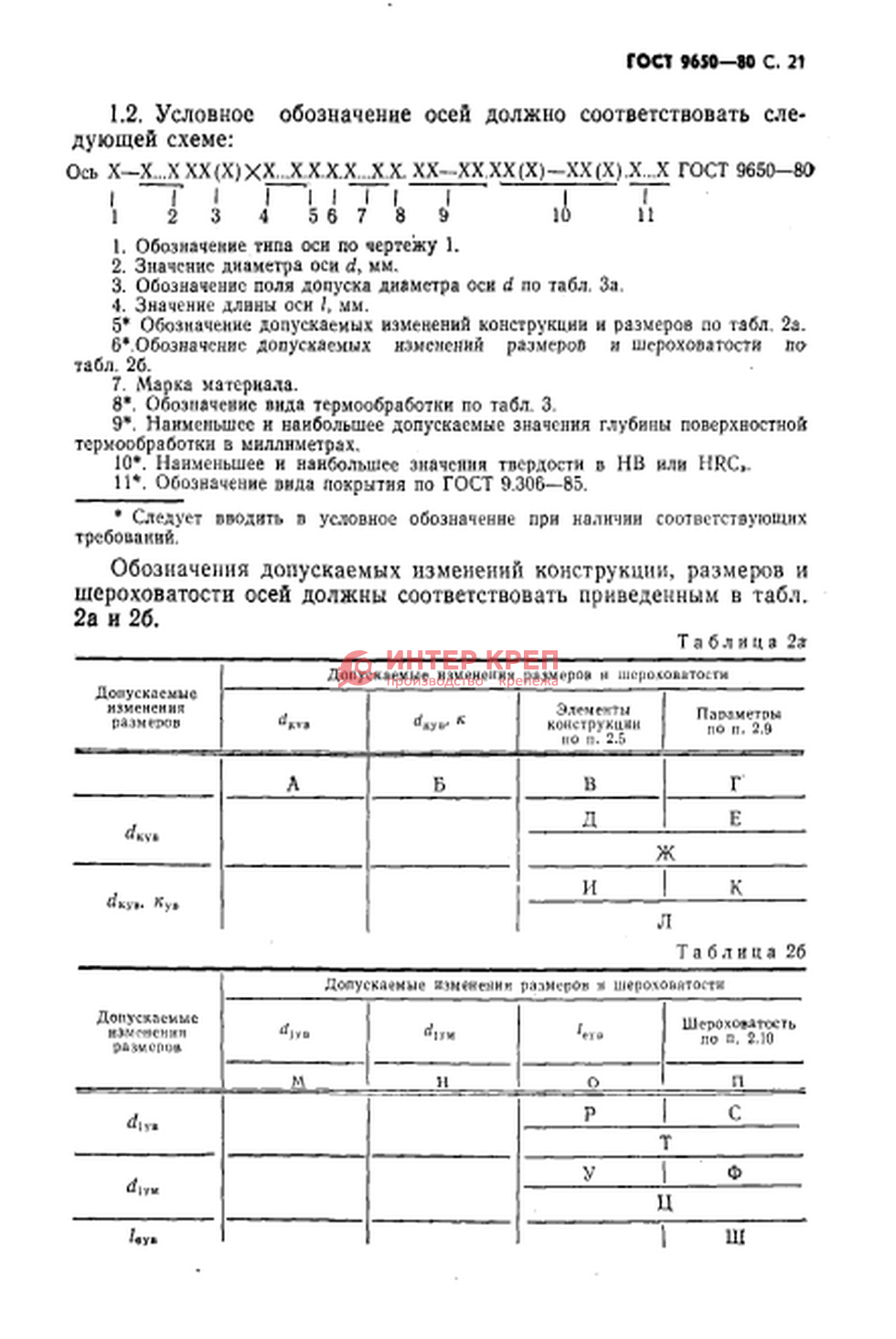
1.2. Условное обозначение осей должно соответствовать следующей схеме:
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
1. Обозначение типа оси по чертежу 1.
2. Значение диаметра оси ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), мм.
3. Обозначение поля допуска диаметра оси ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) по табл.3а.
4. Значение длины оси ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), мм.
5*. Обозначение допускаемых изменений конструкции и размеров по табл.2а.
6*. Обозначение допускаемых изменений размеров и шероховатости по табл.2б.
7. Марка материала.
8*. Обозначение вида термообработки по табл.3.
9*. Наименьшее и наибольшее допускаемые значения глубины поверхностной термообработки в миллиметрах.
10*. Наименьшее и наибольшее значения твердости в НВ или НRСГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2).
11*. Обозначение вида покрытия по ГОСТ 9.306-85.
_______________
* Следует вводить в условное обозначение при наличии соответствующих требований.
Обозначения допускаемых изменений конструкции, размеров и шероховатости осей должны соответствовать приведенным в табл.2а и 2б.
Таблица 2а
Допускаемые изменения размеров
Допускаемые изменения размеров и шероховатости
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Элементы конструкции по п.2.5
Параметры по п.2.9
А
Б
В
Г
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Д
Е
Ж
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
И
К
Л
Таблица 2б
Допускаемые изменения размеров
Допускаемые изменения размеров и шероховатости
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Шероховатость по п.2.10
М
Н
О
П
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Р
С
Т
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
У
Ф
Ц
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Ш
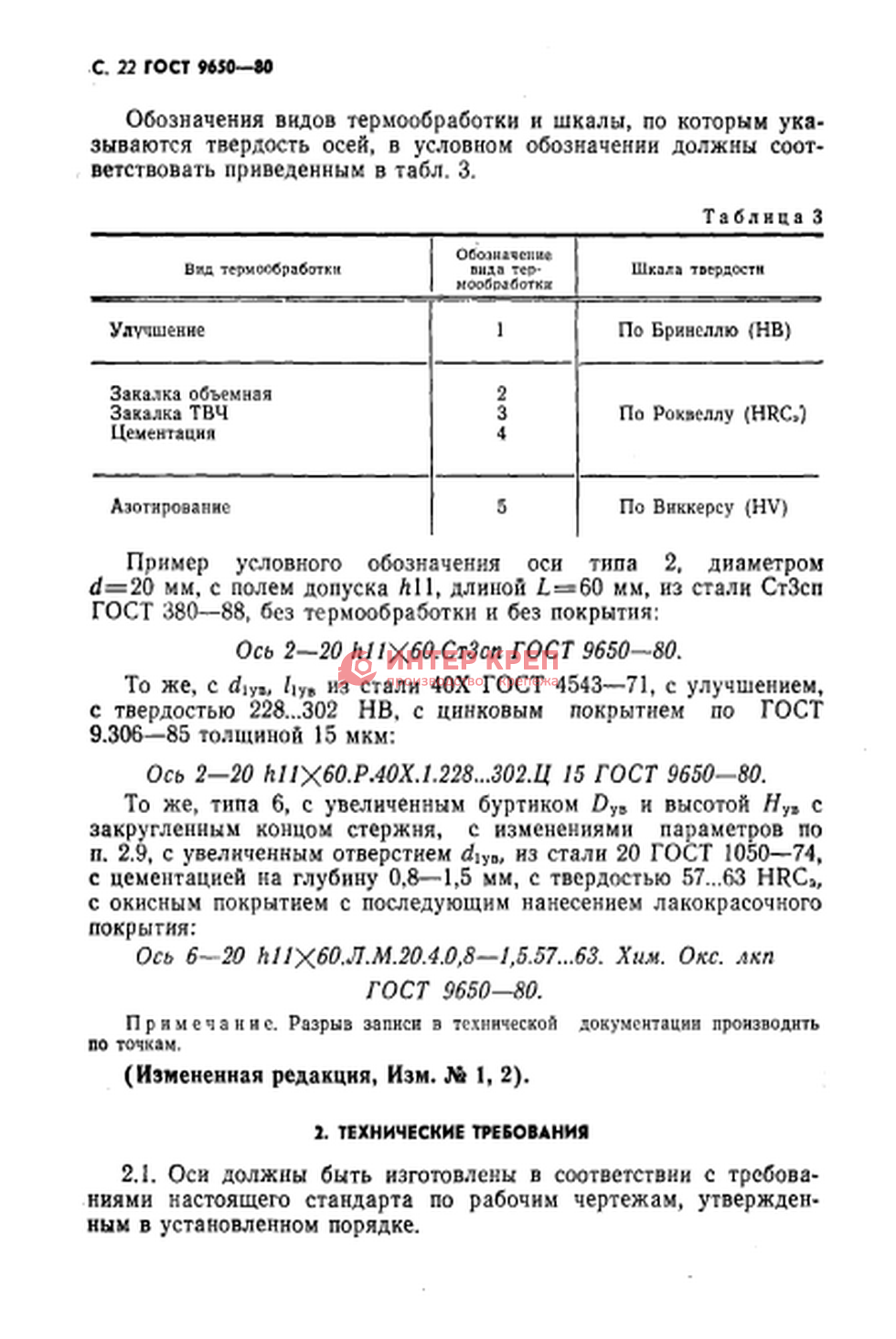
Обозначения видов термообработки и шкалы, по которым указываются твердость осей, в условном обозначении должны соответствовать приведенным в табл.3.
Таблица 3
Вид темообработки
Обозначение вида термообработки
Шкала твердости
Улучшение
1
По Бринеллю (НВ)
Закалка объемная
2
Закалка ТВЧ
3
По Роквеллу (НRСГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2))
Цементация
4
Азотирование
5
По Виккерсу (HV)
Пример условного обозначения оси типа 2, диаметром ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) = 20 мм, с полем допуска ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)11, длиной ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) = 60 мм, из стали Ст3сп ГОСТ 380-88, без термообработки и без покрытия:
Ось 2-20 ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)11х60.Ст3сп ГОСТ 9650-80.
То же, с ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) из стали 40Х ГОСТ 4543-71, с улучшением, с твердостью 228...302 НВ, с цинковым покрытием по ГОСТ 9.306-85 толщиной 15 мкм:
Ось 2-20 ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)11х60.P.40X.1.228...302.Ц 15 ГОСТ 9650-80.
То же, типа 6, с увеличенным буртиком ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) и высотой ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) с закругленным концом стержня, с изменениями параметров по п.2.9, с увеличенным отверстием ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), из стали 20 ГОСТ 1050-74, с цементацией на глубину 0,8-1,5 мм, с твердостью 57...63 HRCГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), с окисным покрытием с последующим нанесением лакокрасочного покрытия:
Ось 6-20 ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)11х60.Л.М.20.4.0,8-1,5.57...63. Хим. Окс. лкп ГОСТ 9650-80.
Примечание. Разрыв записи в технической документации производить по точкам.
(Измененная редакция, Изм. N 1, 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Оси должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
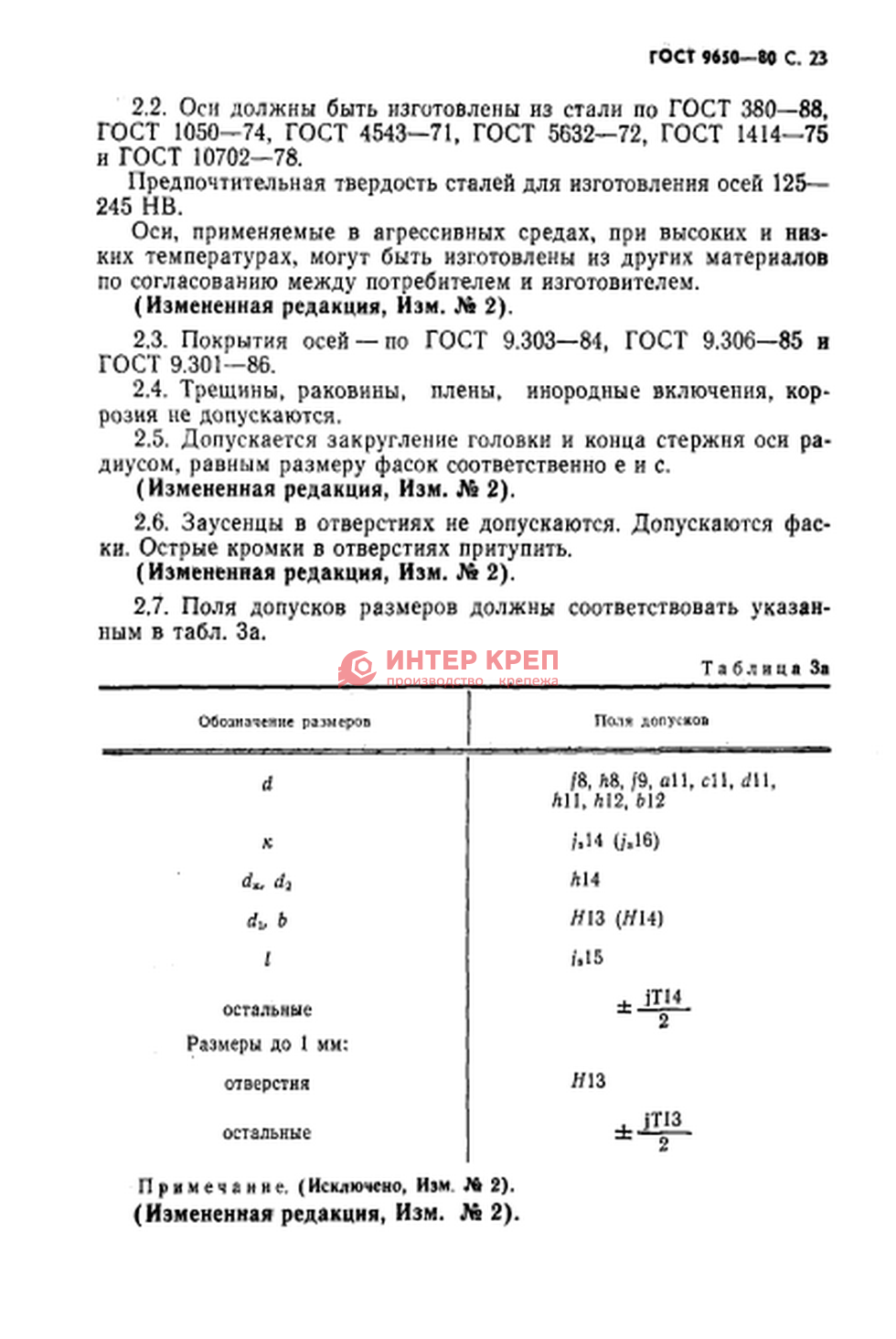
2.2. Оси должны быть изготовлены из стали по ГОСТ 380-88, ГОСТ 1050-74, ГОСТ 4543-71, ГОСТ 5632-72, ГОСТ 1414-75 и ГОСТ 10702-78.
Предпочтительная твердость сталей для изготовления осей 125-245 НВ.
Оси, применяемые в агрессивных средах, при высоких и низких температурах, могут быть изготовлены из других материалов по согласованию между потребителем и изготовителем.
(Измененная редакция, Изм. N 2).
2.3. Покрытия осей - по ГОСТ 9.303-84, ГОСТ 9.306-85 и ГОСТ 9.301-86.
2.4. Трещины, раковины, плены, инородные включения, коррозия не допускаются.
2.5. Допускается закругление головки и конца стержня оси радиусом, равным размеру фасок соответственно е и с.
(Измененная редакция, Изм. N 2).
2.6. Заусенцы в отверстиях не допускаются. Допускаются фаски. Острые кромки в отверстиях притупить.
(Измененная редакция, Изм. N 2).
2.7. Поля допусков размеров должны соответствовать указанным в табл.3а.
Таблица 3а
Обозначение размеров
Поля допусков
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)8, ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)8, ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)9, ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)11, ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)11, ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)11, ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)11, ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)12, ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)12
остальные
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Размеры до 1 мм:
отверстия
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)13
остальные
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Примечание.
(Исключено, Изм. N 2).
(Измененная редакция, Изм. N 2).
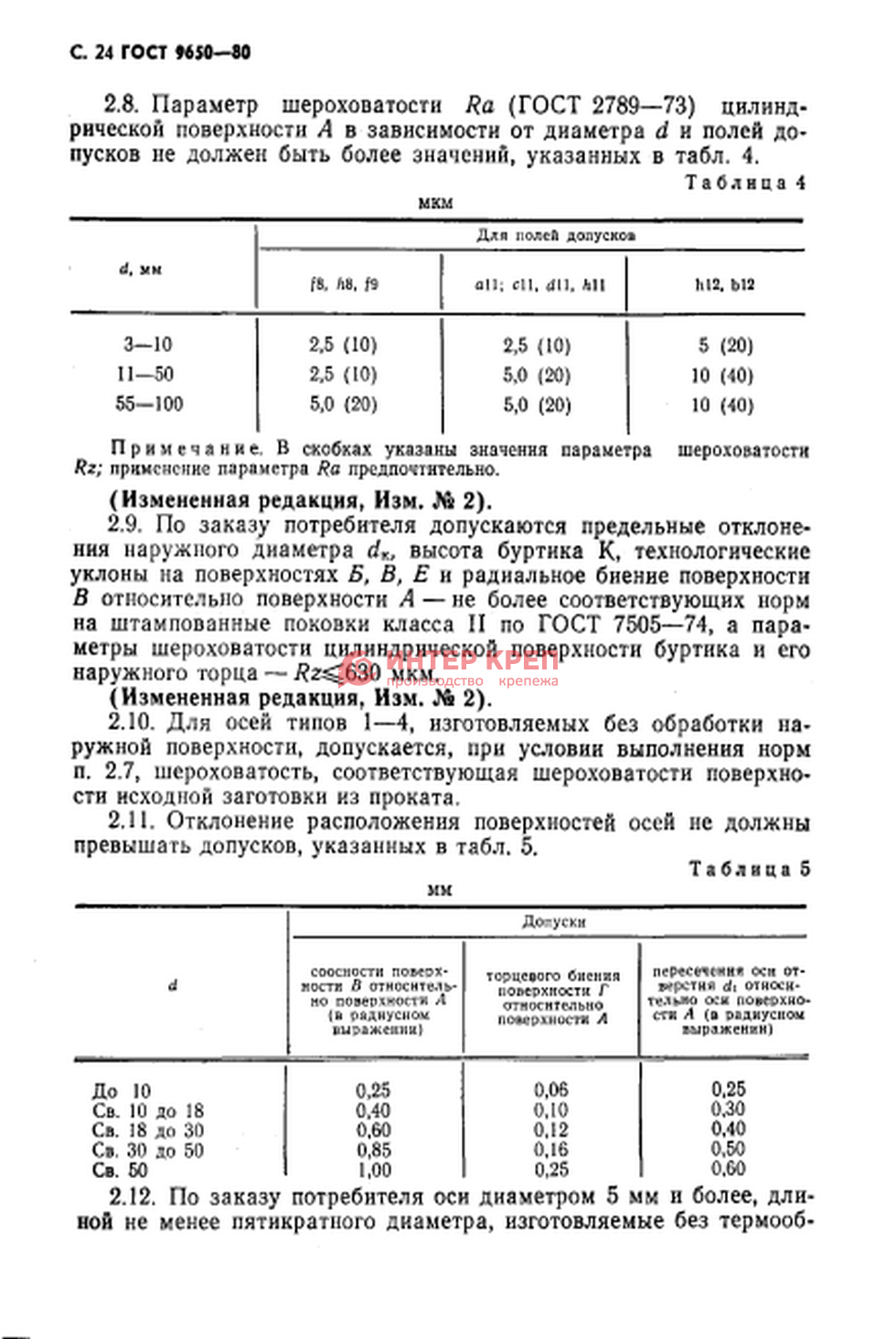
2.8. Параметр шероховатости ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) (ГОСТ 2789-73) цилиндрической поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) в зависимости от диаметра ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) и полей допусков не должен быть более значений, указанных в табл.4.
Таблица 4
мкм
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), мм
Для полей допусков
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)8, ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)8, ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)9
Г
3-10
2,5 (10)
2,5 (10)
5 (20)
11-50
2,5 (10)
5,0 (20)
10 (40)
55-100
5,0 (20)
5,0 (20)
10 (40)
Примечание. В скобках указаны значения параметра шероховатости ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2); применение параметра ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) предпочтительно.
(Измененная редакция, Изм. N 2).
2.9. По заказу потребителя допускаются предельные отклонения наружного диаметра ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), высота буртика ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), технологические уклоны на поверхностях ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2), ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) и радиальное биение поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) относительно поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) - не более соответствующих норм на штампованные поковки класса II по ГОСТ 7505-74, а параметры шероховатости цилиндрической поверхности буртика и его наружного торца - ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)630 мкм.
(Измененная редакция, Изм. N 2
2.10. Для осей типов 1-4, изготовляемых без обработки наружной поверхности, допускается, при условии выполнения норм п.2.7, шероховатость, соответствующая шероховатости поверхности исходной заготовки из проката.
2.11. Отклонение расположения поверхностей осей не должны превышать допусков, указанных в табл.5.
Таблица 5
мм
Допуски
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
соосности поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) относительно поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) (в радиусном выражении)
торцевого биения поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) относительно поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
пересечения оси отверстия ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) относительно оси поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) (в радиусном выражении)
До 10
0,25
0,06
0,25
Св. 10 до 18
0,40
0,10
0,30
Св. 18 до 30
0,60
0,12
0,40
Св. 30 до 50
0,85
0,16
0,50
Св. 50
1,00
0,25
0,60
2.12. По заказу потребителя оси диаметром 5 мм и более, длиной не менее пятикратного диаметра, изготовляемые без термообработки, должны выдерживать изгиб в холодном состоянии на угол не менее 45° без возникновения надрывов и трещин.
2.13. По заказу потребителя у основания буртиков осей с ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)20 мм типов 5-8, изготовляемых без термообработки, не должны появляться признаки разрушения при отклонении поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) до 15° от исходного положения.
2.14. По заказу потребителя оси должны выдерживать срезающие нагрузки, значения которых устанавливают по согласованию между потребителем и изготовителем.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия осей требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания.
3.2. Оси следует предъявлять к приемо-сдаточным испытаниям партиями. Размер партий устанавливает изготовитель. Партия должна состоять из осей одного номинального размера, прошедших технологический процесс по одной технологической документации и предъявленных к приемке по одному документу.
3.3. Приемо-сдаточные испытания осей производят:
на соответствие пп.1.1, 2.4, 2.6-2.11 - в порядке, предусмотренном для контроля размеров и внешнего вида изделий нормальной точности по ГОСТ 17769-83 (за главный размер принимают размер ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2));
на соответствие пп.2.12-2.14 и по твердости - в порядке, указанном для контроля механических свойств по ГОСТ 17769-83.
3.1-3.3. (Измененная редакция, Изм. N 1).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Требования пп.1.1, 2.7, 2.9 контролируют универсальными средствами.
4.2. Шероховатость (пп.1.1 и 2.8) проверяют сравнением с эталонными образцами по ГОСТ 9378-75 или на приборах.
(Измененная редакция, Изм. N 1).
4.3. Требования по пп.2.4 и 2.6 контролируют осмотром без применения увеличительных приборов.
4.4. Требования по п.2.11 контролируют следующими методами.
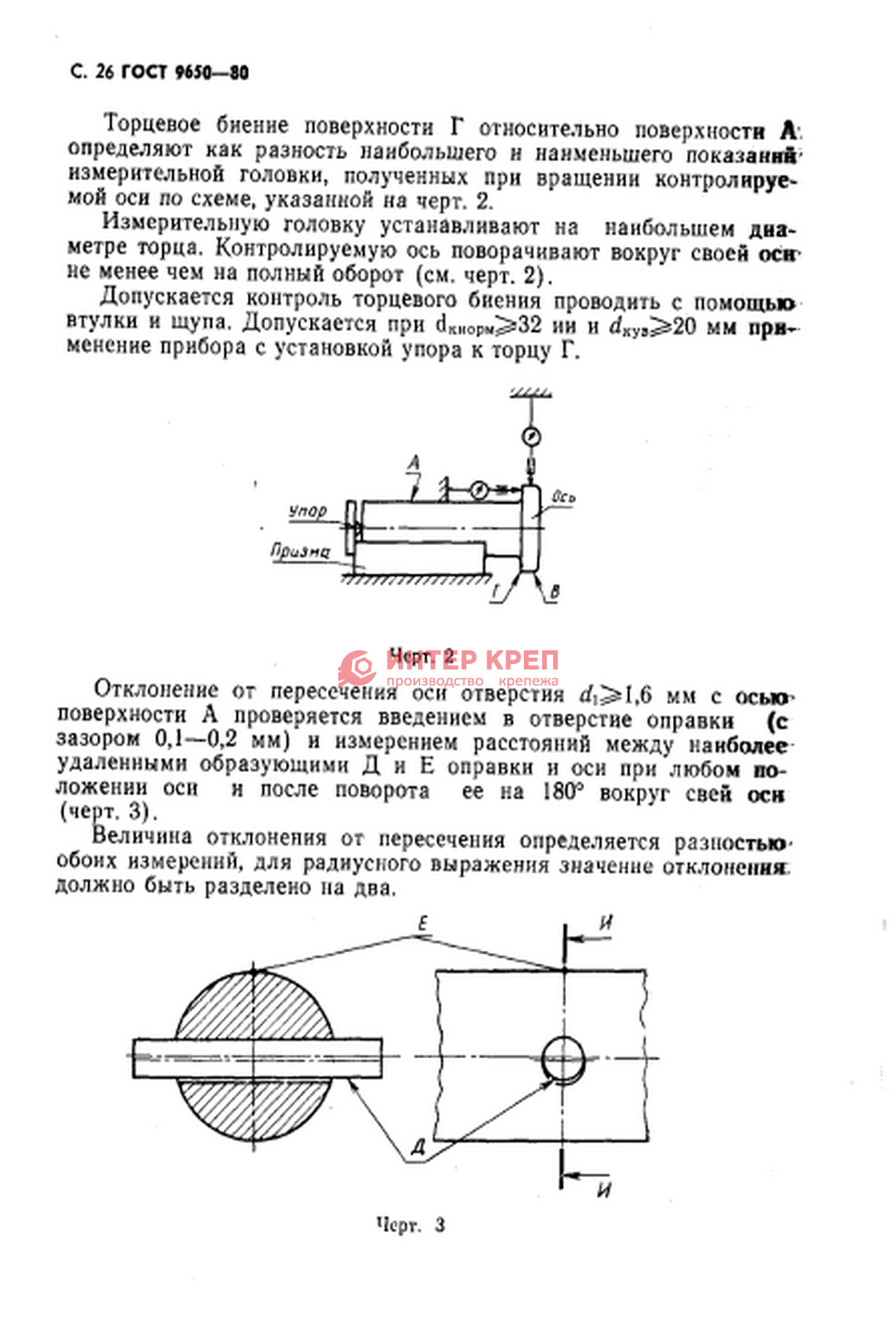
Отклонение от соосности поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) относительно поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) определяют как среднее значение наибольшего и наименьшего показаний измерительной головки, полученных при вращении контролируемой оси по схеме, указанной на черт.2.
Контролируемую ось поворачивают вокруг своей оси не менее чем на полный оборот.
Торцевое биение поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) относительно поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) определяют как разность наибольшего и наименьшего показаний измерительной головки, полученных при вращении контролируемой оси по схеме, указанной на черт.2.
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Черт.2
Измерительную головку устанавливают на наибольшем диаметре торца. Контролируемую ось поворачивают вокруг своей оси не менее чем на полный оборот (см. черт.2).
Допускается контроль торцевого биения проводить с помощью втулки и щупа. Допускается при ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) 32 мм и ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) 20 мм применение прибора с установкой упора к торцу ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2).
Отклонение от пересечения оси отверстия ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) 1,6 мм с осью поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) проверяется введением в отверстие оправки (с зазором 0,1-0,2 мм) и измерением расстояний между наиболее удаленными образующими ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) и ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) оправки и оси при любом положении оси и после поворота ее на 180° вокруг своей оси (черт.3).
ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2)
Черт.3
Величина отклонения от пересечения определяется разностью обоих измерений, для радиусного выражения значение отклонения должно быть разделено на два.
Допускается отклонение от пересечения оси отверстия с осью поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) не контролировать в готовых осях при условии обеспечения этих отклонений технологическим процессом.
(Измененная редакция, Изм. N 1, 2).
4.5. Твердость термообработанных осей должна проверяться в среднем сечении поверхности ГОСТ 9650-80 (СТ СЭВ 5959-87) Оси. Технические условия (с Изменениями N 1, 2) по ГОСТ 9012-59 и ГОСТ 9013-59.
4.6. Оси подвергают испытанию на изгиб (п.2.12), плавно прикладывая нагрузку, в тисках или специальном приспособлении с закругленными губками, радиус которых должен быть равен диаметру испытываемой оси.
4.7. Оси типов 5-8 подвергают испытанию на отрыв буртика (п.2.13) по ГОСТ 1759.4-87. Размер диаметра отверстия матрицы должен соответствовать размеру по 1-му ряду ГОСТ 11284-75.
4.8. Испытания на срез (п.2.14) производят по методике, согласованной с потребителем.
5. УПАКОВКА И МАРКИРОВКА
5.1. Упаковка осей и маркировка тары - по ГОСТ 18160-72.
ПРИЛОЖЕНИЕ. (Исключено, Изм. N 2).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1989