ГОСТ 6958-78. Шайбы увеличенные. Классы точности A и С. Технические условия (с Изменениями N 1, 2)
ГОСТ 6958-78
Группа Г36
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШАЙБЫ УВЕЛИЧЕННЫЕ
КЛАССЫ ТОЧНОСТИ А и С
Технические условия
Enlarged washers. Product grades A and C. Specifications
МКС 21.060.30
ОКП 12 8000
Дата введения 1979-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 июня 1978 г. N 1675 дата введения установлена 01.01.79
Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
ВЗАМЕН ГОСТ 6958-68 .
ИЗДАНИЕ с Изменениями N 1 и 2, утвержденными в ноябре 1983 г., в марте 1988 г. (ИУС 2-84, 6-88).
Настоящий стандарт распространяется на увеличенные шайбы классов точности А и С для крепежных деталей диаметром резьбы от 1 до 48 мм.
(Измененная редакция, Изм. N 1, 2).
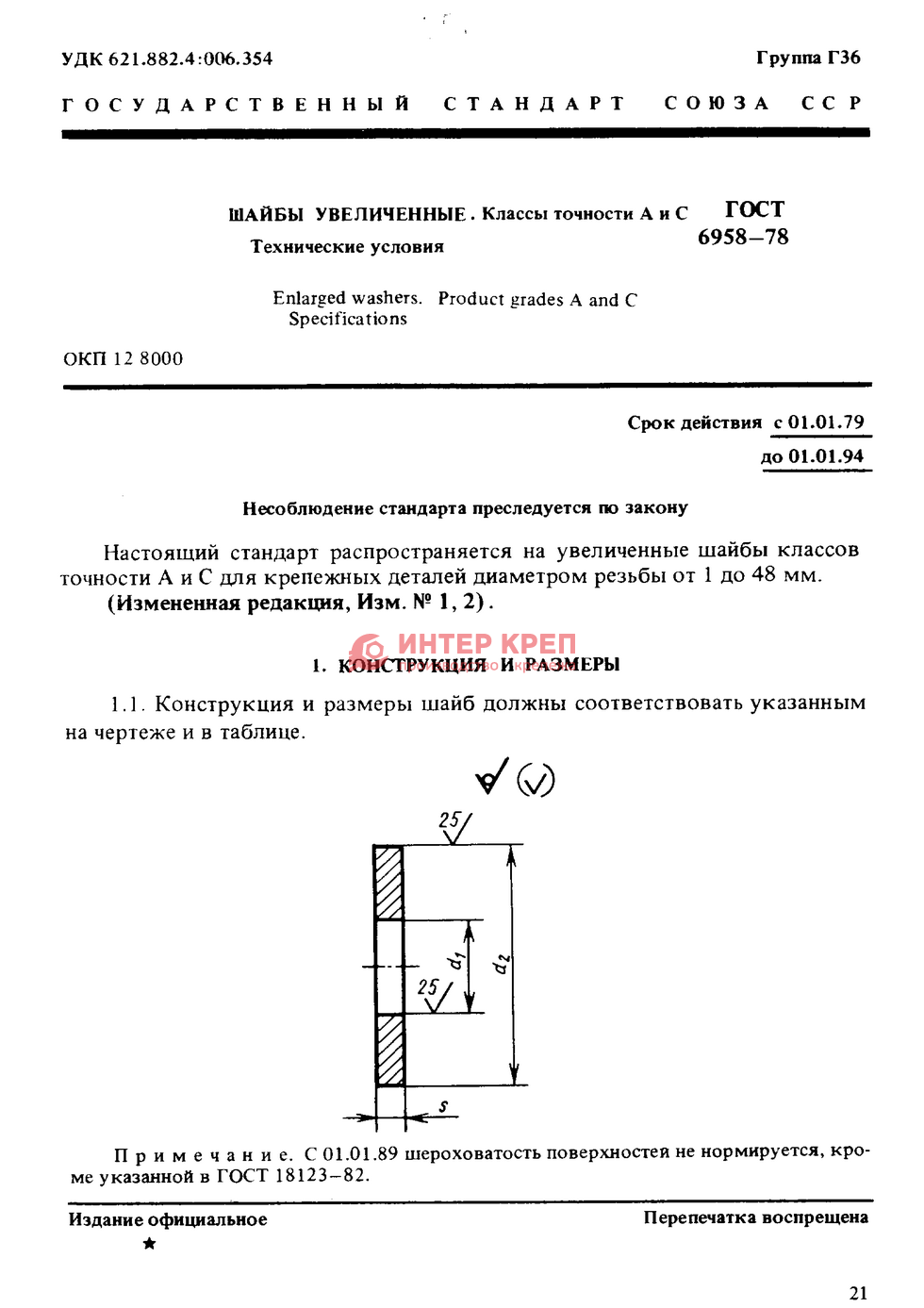
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
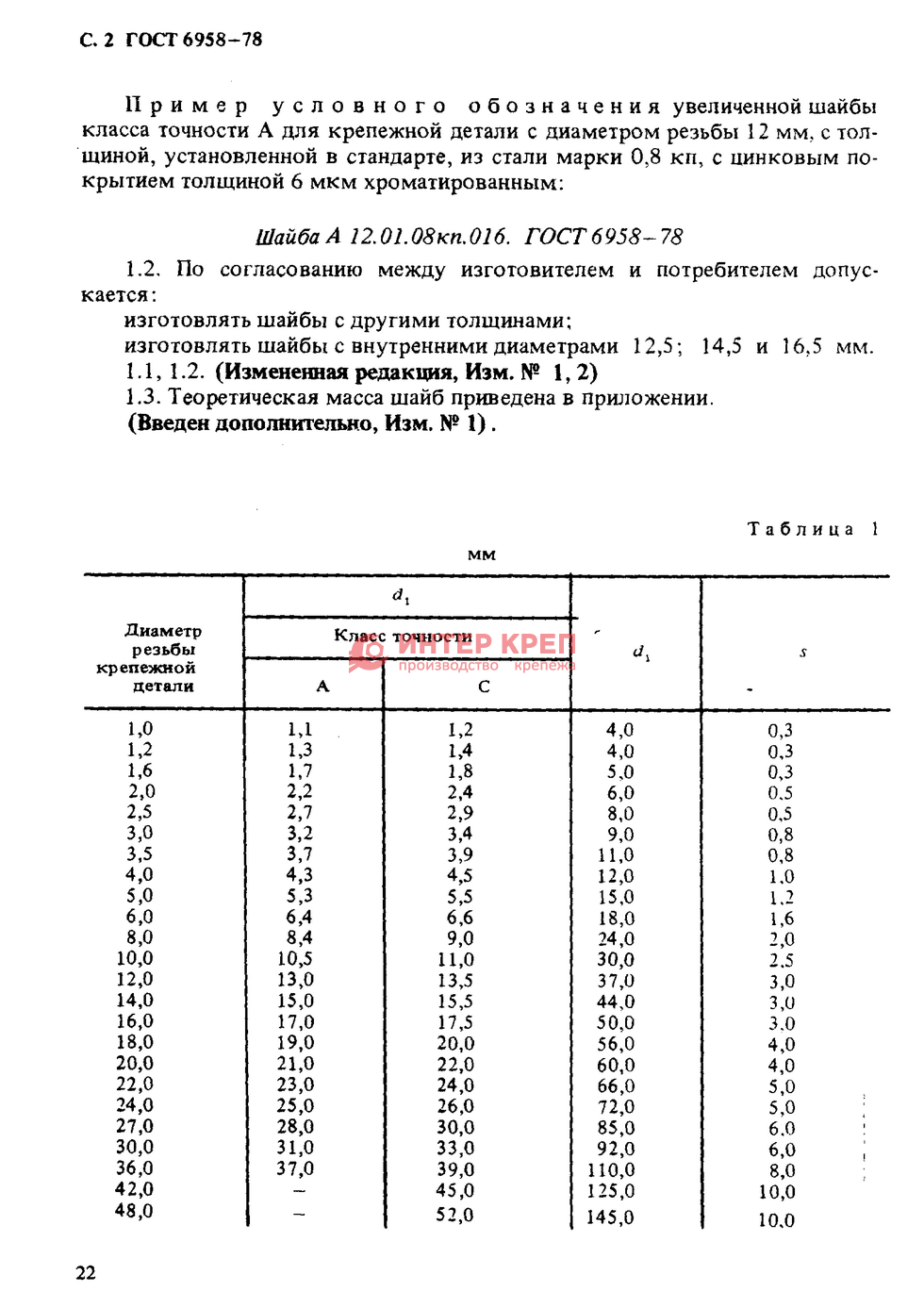
1.1. Конструкция и размеры шайб должны соответствовать указанным на чертеже и в таблице.
ГОСТ 6958-78 Шайбы увеличенные. Классы точности A и С. Технические условия (с Изменениями N 1, 2)
мм
Диаметр резьбы
крепежной детали
ГОСТ 6958-78 Шайбы увеличенные. Классы точности A и С. Технические условия (с Изменениями N 1, 2)
ГОСТ 6958-78 Шайбы увеличенные. Классы точности A и С. Технические условия (с Изменениями N 1, 2)
ГОСТ 6958-78 Шайбы увеличенные. Классы точности A и С. Технические условия (с Изменениями N 1, 2)
Класс точности
А
С
1,0
1,1
1,2
4,0
0,3
1,2
1,3
1,4
4,0
0,3
1,6
1,7
1,8
5,0
0,3
2,0
2,2
2,4
6,0
0,5
2,5
2,7
2,9
8,0
0,5
3,0
3,2
3,4
9,0
0,8
3,5
3,7
3,9
11,0
0,8
4,0
4,3
4,5
12,0
1,0
5,0
5,3
5,5
15,0
1,2
6,0
6,4
6,6
18,0
1,6
8,0
8,4
9,0
24,0
2,0
10,0
10,5
11,0
30,0
2,5
12,0
13,0
13,5
37,0
3,0
14,0
15,0
15,5
44,0
3,0
16,0
17,0
17,5
50,0
3,0
18,0
19,0
20,0
56,0
4,0
20,0
21,0
22,0
60,0
4,0
22,0
23,0
24,0
66,0
5,0
24,0
25,0
26,0
72,0
5,0
27,0
28,0
30,0
85,0
6,0
30,0
31,0
33,0
92,0
6,0
36,0
37,0
39,0
110,0
8,0
42,0
-
45,0
125,0
10,0
48,0
-
52,0
145,0
10,0
Пример условного обозначения увеличенной шайбы для крепежной детали с диаметром резьбы 12 мм, с толщиной, установленной в стандарте, из стали марки 08кп, с цинковым покрытием толщиной 6 мкм хроматированным:
Шайба 12.01.08кп.016 ГОСТ 6958-78
1.2. По согласованию между изготовителем и потребителем допускается:
изготовлять шайбы с другими толщинами;
изготовлять шайбы с внутренними диаметрами 12,5; 14,5 и 16,5 мм.
1.1, 1.2. (Измененная редакция, Изм. N 1, 2).
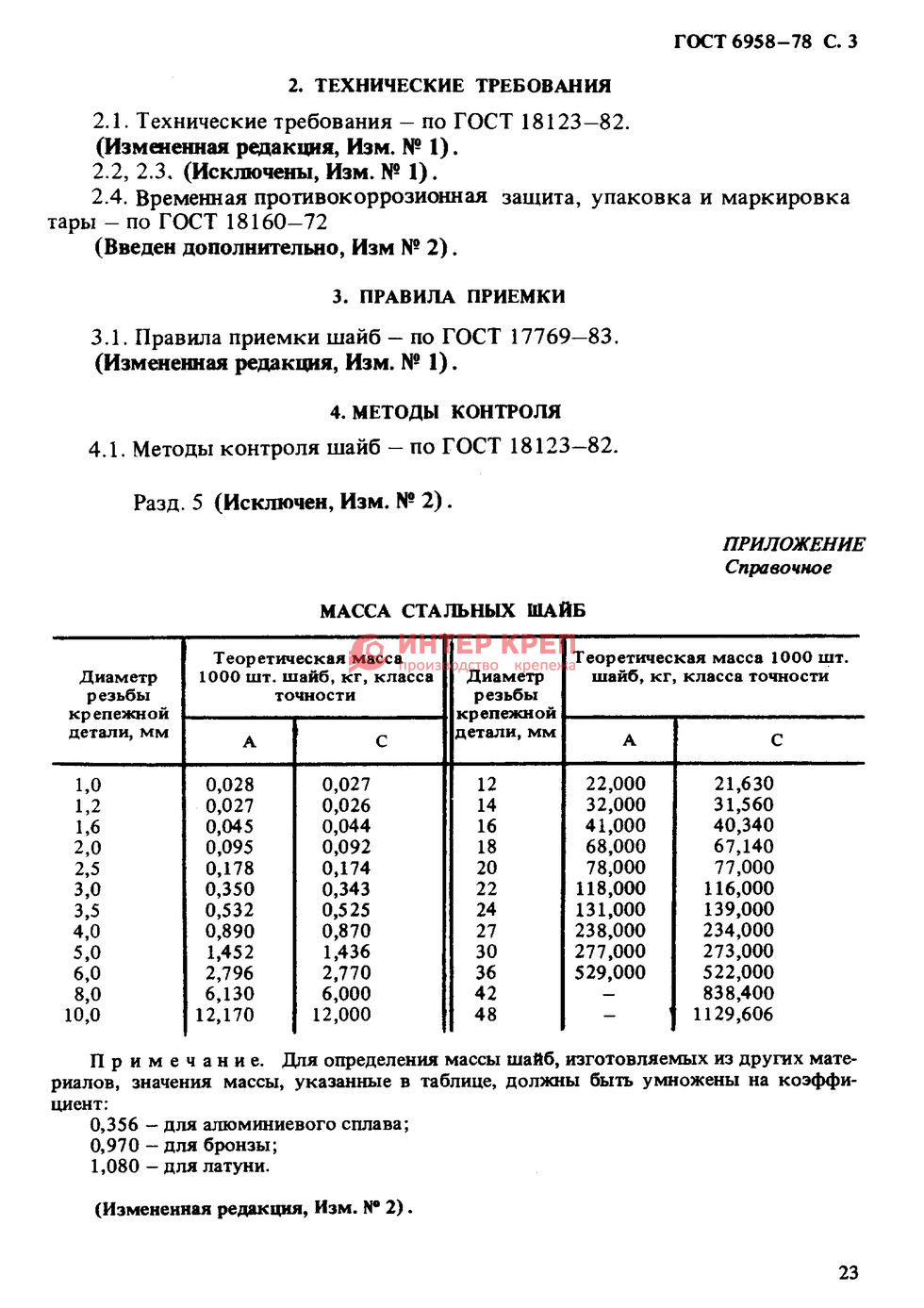
1.3. Теоретическая масса шайб приведена в приложении.
(Введен дополнительно, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Технические требования - по ГОСТ 18123-82.
(Измененная редакция, Изм. N 1).
2.2, 2.3. (Исключены, Изм. N 1).
2.4. Временная противокоррозионная защита, упаковка и маркировка тары - по ГОСТ 18160-72.
(Введен дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки шайб - по ГОСТ 17769-83.
(Измененная редакция, Изм. N 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Методы контроля шайб - по ГОСТ 18123-82.
Разд.5. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ (справочное). Масса стальных шайб
ПРИЛОЖЕНИЕ
Справочное
Диаметр резьбы
крепежной детали, мм
Теоретическая масса
1000 шт. шайб, кг,
класса точности
Диаметр резьбы крепежной детали, мм
Теоретическая масса
1000 шт. шайб, кг,
класса точности
А
С
А
С
1,0
0,028
0,027
12
22,000
21,630
1,2
0,027
0,026
14
32,000
31,560
1,6
0,045
0,044
16
41,000
40,340
2,0
0,095
0,092
18
68,000
67,140
2,5
0,178
0,174
20
78,000
77,000
3,0
0,350
0,343
22
118,000
116,000
3,5
0,532
0,525
24
131,000
139,000
4,0
0,890
0,870
27
238,000
234,000
5,0
1,452
1,436
30
277,000
273,000
6,0
2,796
2,770
36
529,000
522,000
8,0
6,130
6,000
42
-
838,400
10,0
12,170
12,000
48
-
1129,606
Примечание. Для определения массы шайб, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициенты:
0,356 - для алюминиевого сплава;
0,970 - для бронзы;
1,080 - для латуни.
Электронный текст документа подготовлен
ЗАО "Кодекс" и сверен по:
официальное издание
Шайбы и контрящие элементы. Технические условия.
Конструкция и размеры: Сб. стандартов. -
М.: Стандартинформ, 2006